Di bengkel rumah kami, kami memiliki mesin bubut logam Jet GBH-1340A dengan perangkat pembacaan digital (DRO). Kami telah membahas kemungkinan penambahan CNC ke dalamnya sejak lama, karena tanpa kontrol komputer, beberapa jenis suku cadang sangat sulit diproduksi dengan presisi tinggi. Artikel ini menceritakan tentang pengalaman yang diperoleh dalam proses ini, termasuk kesalahan yang dibuat dan rekomendasi untuk menghindarinya, dan juga mengungkapkan secara rinci keseluruhan proses dari perakitan awal hingga hasil akhir.
Latihan
Namun demikian, kami mendekati proyek dengan beberapa tingkat penundaan. Sejak awal, kami memilih pengontrol VFD spindel, motor stepper NEMA 34, dan driver sumbu mesin berdasarkan apa yang kami temukan di mesin penggilingan Tormach 770. Kami juga menemukan papan antarmuka port paralel untuk kontrol CNC di internet. Salah satu kriteria utama dalam memilih semua suku cadang adalah harganya yang murah, meski pada akhirnya harus membayar lebih. Seperti kata pepatah, orang kikir membayar dua kali.
Rinciannya tiba dan disisihkan selama sekitar satu tahun karena banyaknya proyek aktif lainnya. Kami hanya menggunakan ini sesekali untuk membuat beberapa pengukuran dan memikirkan tentang penempatan spesifik dari motor stepper. Kegagalan tiba-tiba motor spindel Jet kami membuat kami sepenuhnya beralih kembali ke implementasi rencana kami. Saat itulah kami mengeluarkan semua bagian yang disiapkan dan mulai mengerjakan ulang dengan sungguh-sungguh.
Ringkasan proyek umum
Waktu yang Dihabiskan: Banyak Akhir Pekan
Kesulitan:
Biaya Lanjutan : $ 2.500- $ 2.800
Bahan (sunting)
- Mesin pengerjaan logam dengan perangkat tampilan digital (DRO);
- Motor asinkron 3 fase Marathon # 145THFR5329 / $ 500, berdiri untuk menggantikan motor spindel yang terbakar;
- - Emerson Commander SK / $450;
- LPT-, C11G CNC4PC.com / $68;
- NEMA 34 (2 .) X- Z-, Model 34HS38-3008S / $110 ;
- (2 .) GeckoDrive G213V / $150 ;
- Linux ( linuxcnc.org). Pentium 4;
- ( ) Roxburgh ;
- - 40″ / $225;
- (4 .);
- (2 .), Tormach 770 ;
- (2 .), , Amazon $5 $50 ;
- , , 24″×16″×10″;
- Sakelar untuk catu daya, pematian pelindung, dll .;
- Kabel: 12ga, 14ga dan 22ga;
- Relai, sakelar, dll. dari bagian mesin yang dibongkar;
Alat
- Mesin milling CNC, end mills, boring bar, alat bubut untuk mesin dudukan motor.
- Bor, obeng, kunci pas, penari telanjang kawat, crimpers, dll.
- Besi solder dan timah.
Keseluruhan proses rekonstruksi dibagi menjadi tiga tahap:
- Modifikasi mekanisme itu sendiri.
- Merakit unit kontrol.
- Instalasi dan konfigurasi PC kontrol.
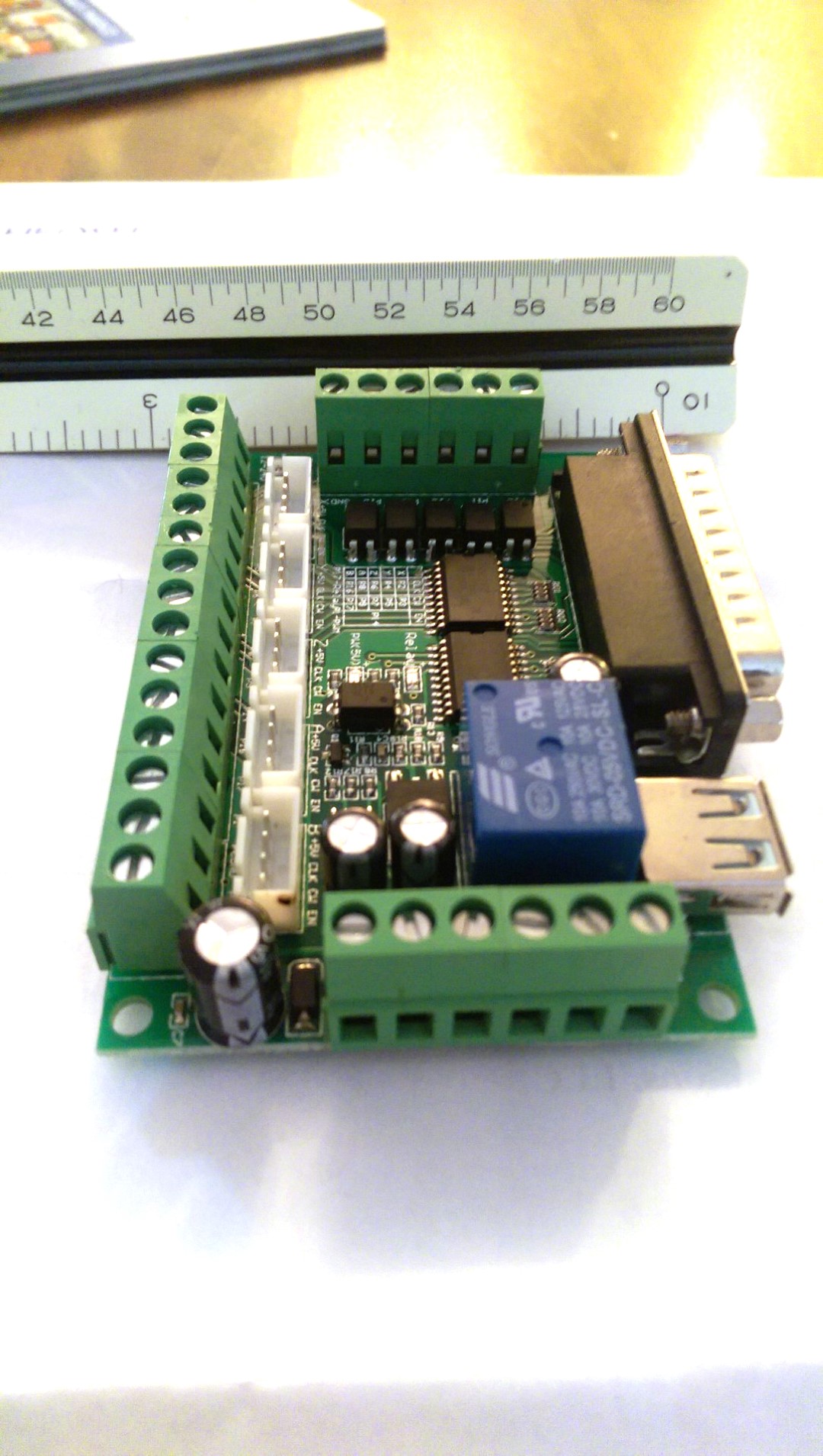
Papan Manajemen / Papan Antarmuka LPT
Modifikasi mesin. Bagian 1

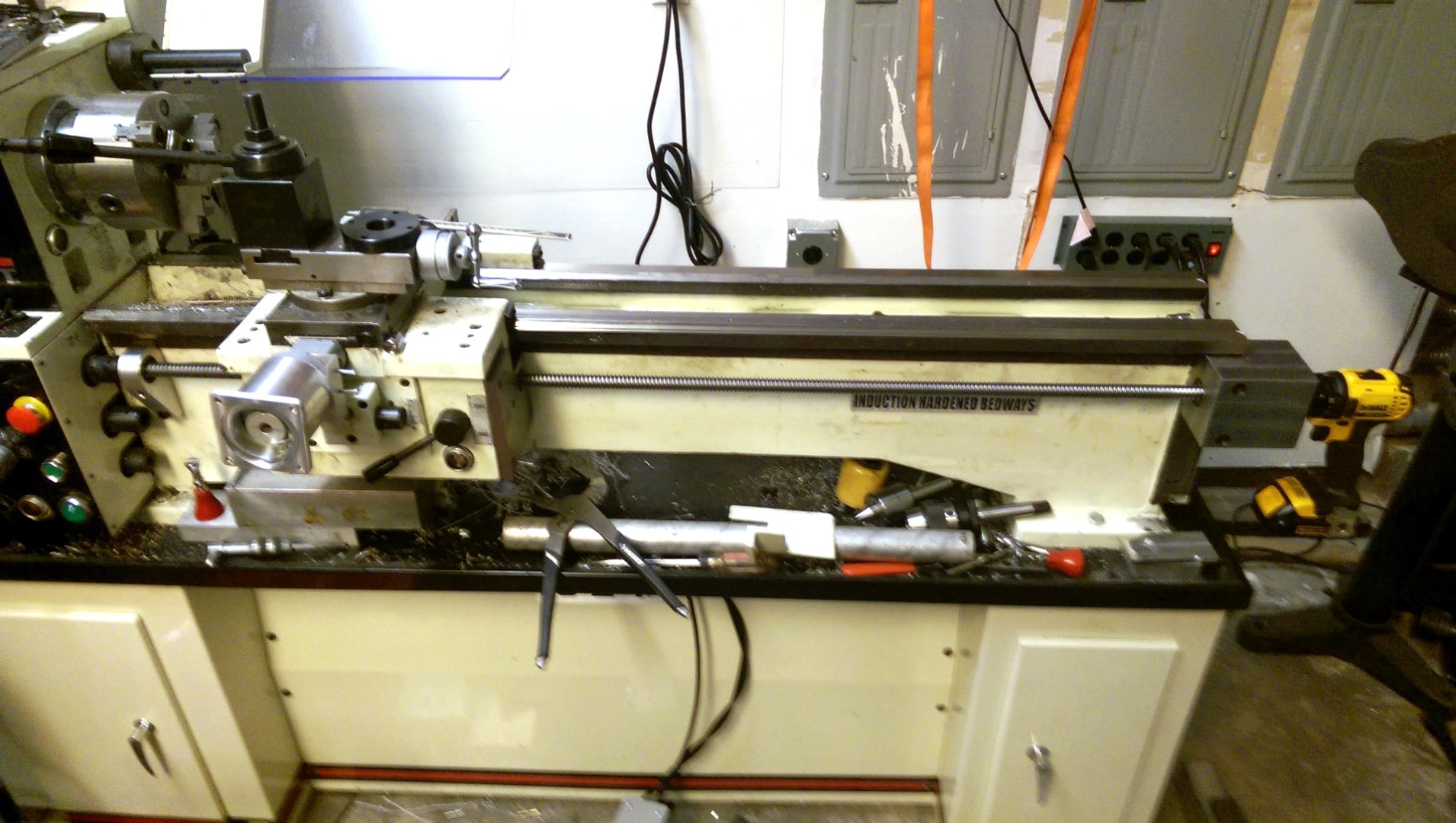
Mesin 40 "untuk logam kami sebelum ditingkatkan
Mesin ini memiliki karakteristik sebagai berikut: jarak antara pusat 40" dan diameter benda kerja maksimum yang memungkinkan sebesar 13 ". Secara default, kecepatan spindel dikontrol melalui gearbox yang terletak di belakang spindel dan digerakkan oleh motor fase tunggal 230V. Gearbox tidak perlu diganti; kami hanya memilih pengaturan transmisi yang optimal, dan kemudian, saat menggunakan CNC, kontrol kecepatan sudah dilakukan oleh pengontrol konverter frekuensi. Kegagalan motor fase tunggal asli, pada kenyataannya, hanya dimainkan di tangan kami, karena menggantinya dengan analog tiga fase memberi kami lebih banyaktingkat kontrol yang lebih besar dan memungkinkan untuk menggandakan kecepatan putaran maksimum yang mungkin, yang untuk motor mati adalah 1.750 rpm. Bagian terbaiknya adalah konverter frekuensi dapat mengubah 220V dari satu menjadi tiga fase. Kotak kontrol asli telah dihapus dari bagian belakang mesin dan beberapa relai kontrolnya, bersama dengan bagian lain, dipindahkan ke yang baru.

Penggilingan penyangga motor sumbu Z pertama
Kereta yang menahan alat pemotong mengasumsikan dua opsi untuk mengontrol pergerakannya di sepanjang sumbu Z. (Pada mesin bubut, sumbu Z bergerak dari kiri ke kanan, dan sumbu X adalah sumbu umpan silang). Ada sekrup utama utama untuk pemotongan umum dan sekrup utama kedua yang berputar selaras dengan spindel benang. Kedua sekrup digerakkan oleh satu kotak roda gigi dan digunakan untuk menggerakkan kereta menggunakan tuas kontrol pada kereta itu sendiri. Kami memutuskan untuk melepas sekrup penyadapan dan betis yang mengontrol sekrup utama utama. Hal ini memungkinkan kami untuk menggerakkan sekrup utama menggunakan motor stepper (SM) yang terletak di ujung yang berlawanan dan diamankan oleh katrol dengan sabuk. Sekrup utama hanya membutuhkan sedikit lebih dari 50 putaran untuk menggerakkan kereta 1 "dan kami menghitungbahwa itu akan memberikan beberapa tingkat kendali atas keakuratan.
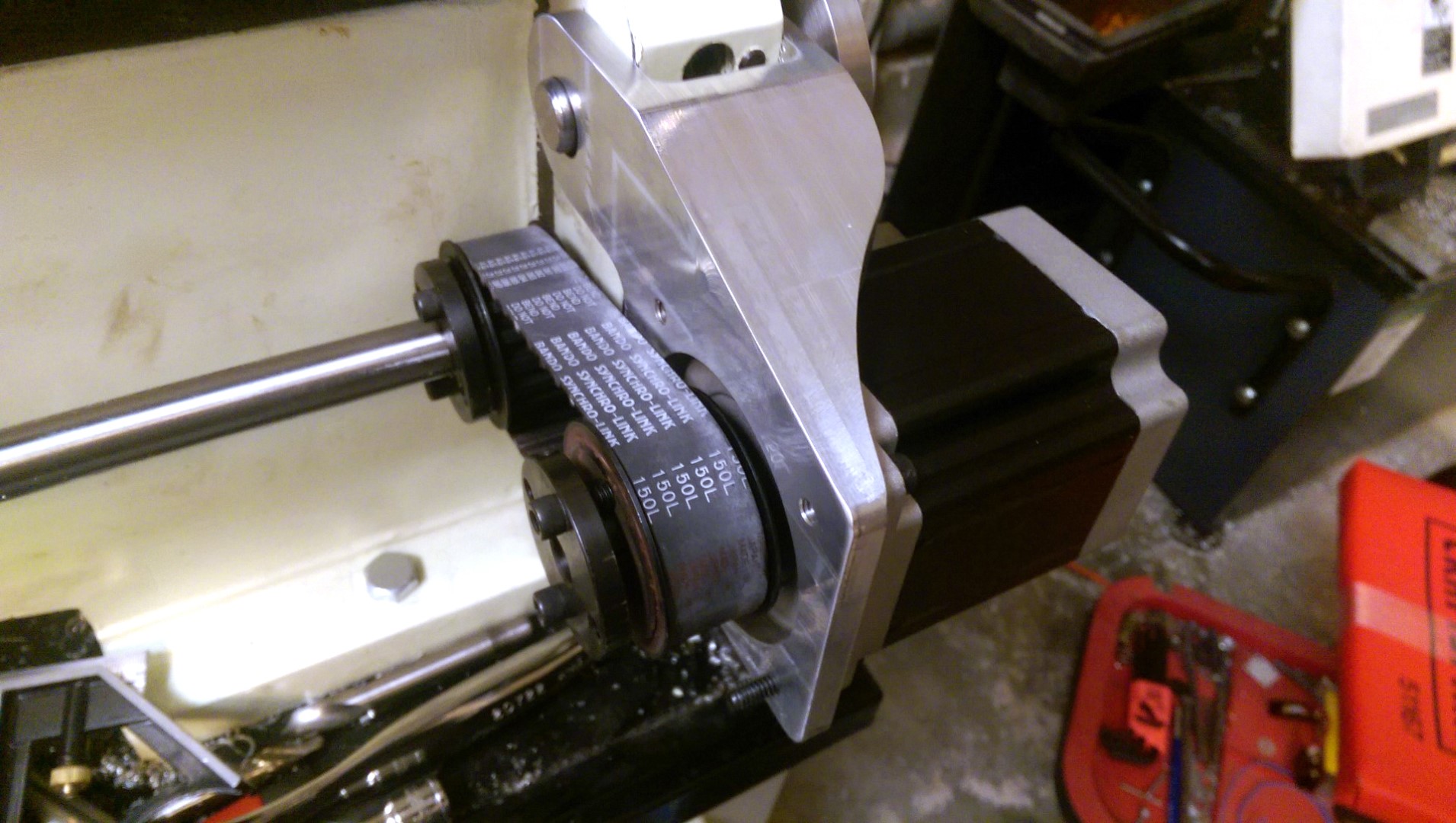
Varian pertama penggerak motor sumbu-Z
Menggunakan mesin penggilingan CNC, kami membuat penyangga motor, yang dibaut ke mesin bubut dengan putar, seperti generator di mobil dipasang untuk mengencangkan sabuk.

Mengganti umpan silang: pegangan utama sumbu X
Untuk sumbu X, dengan kata lain, umpan silang, penggerak langsung dari motor stepper adalah pilihan yang jelas. Kami melepas pegangan dari mesin dan menggiling penyangga aluminium lainnya. Untuk melunakkan kekakuan, sekrup utama dihubungkan ke motor stepper melalui sebuah penggandeng.
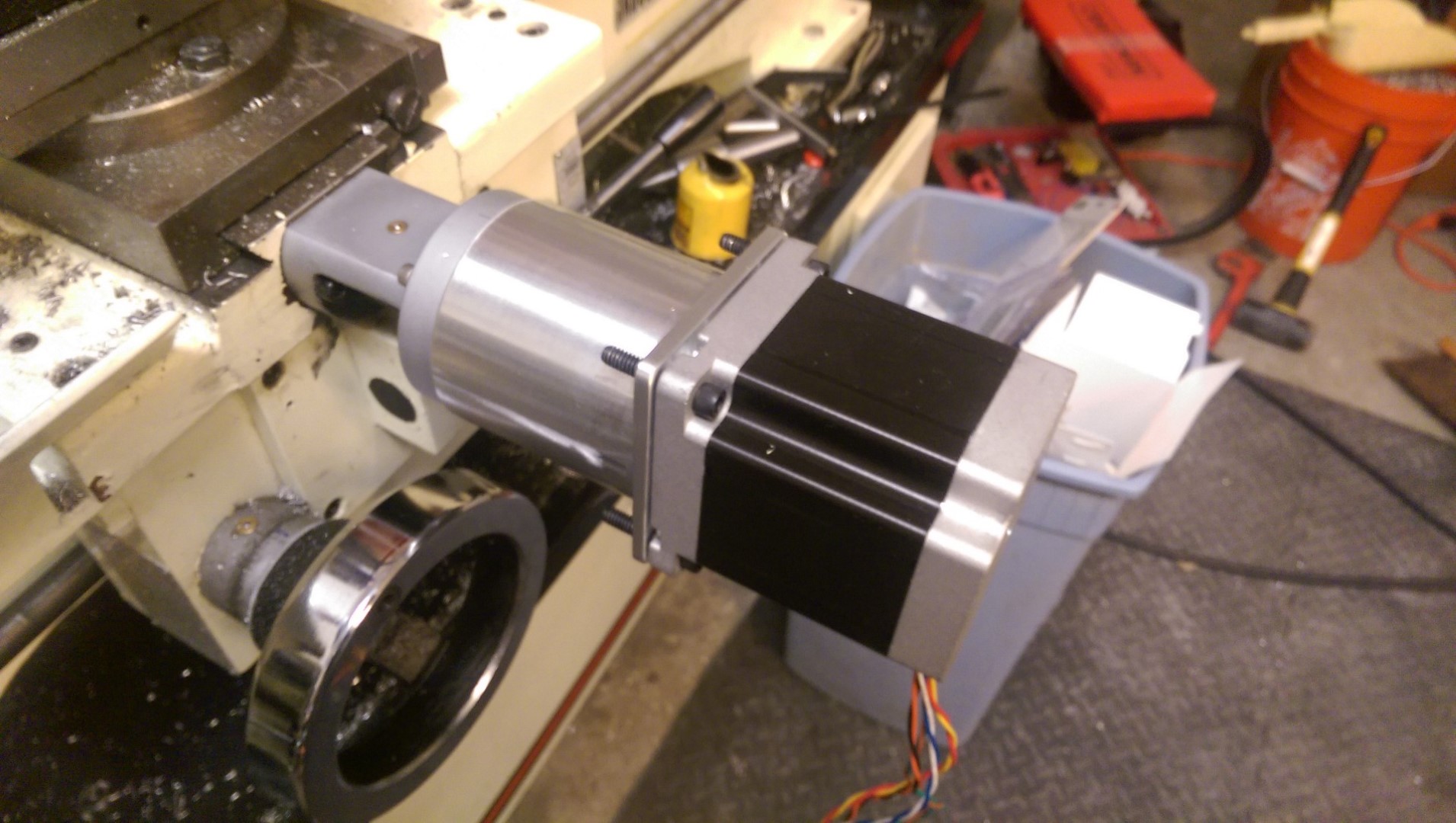
Perakitan Motor Umpan Silang: Motor Stepper X-Axis Baru
Kami tidak melakukan modifikasi apapun pada tailstock mesin bubut. Ini akan tetap di bawah kendali manual sementara komputer melakukan semua kerja keras di sumbu X dan Z.
Merakit unit kontrol
Unit asli terlalu kecil untuk menampung semua komponen yang dibutuhkan untuk mengoperasikan mesin. Oleh karena itu, kami memesan casing 24 ″ × 16 ″ × 10 ″ yang sesuai untuk semuanya. Kedalaman 10 ”mungkin berlebihan, tetapi memang menyediakan ruang yang cukup untuk memasang kipas pendingin dan sakelar di dinding samping. Pada saat yang sama, casing terbukti cukup kokoh sehingga, saat dipasang di bagian belakang mesin, dapat menahan monitor tanpa terjatuh.
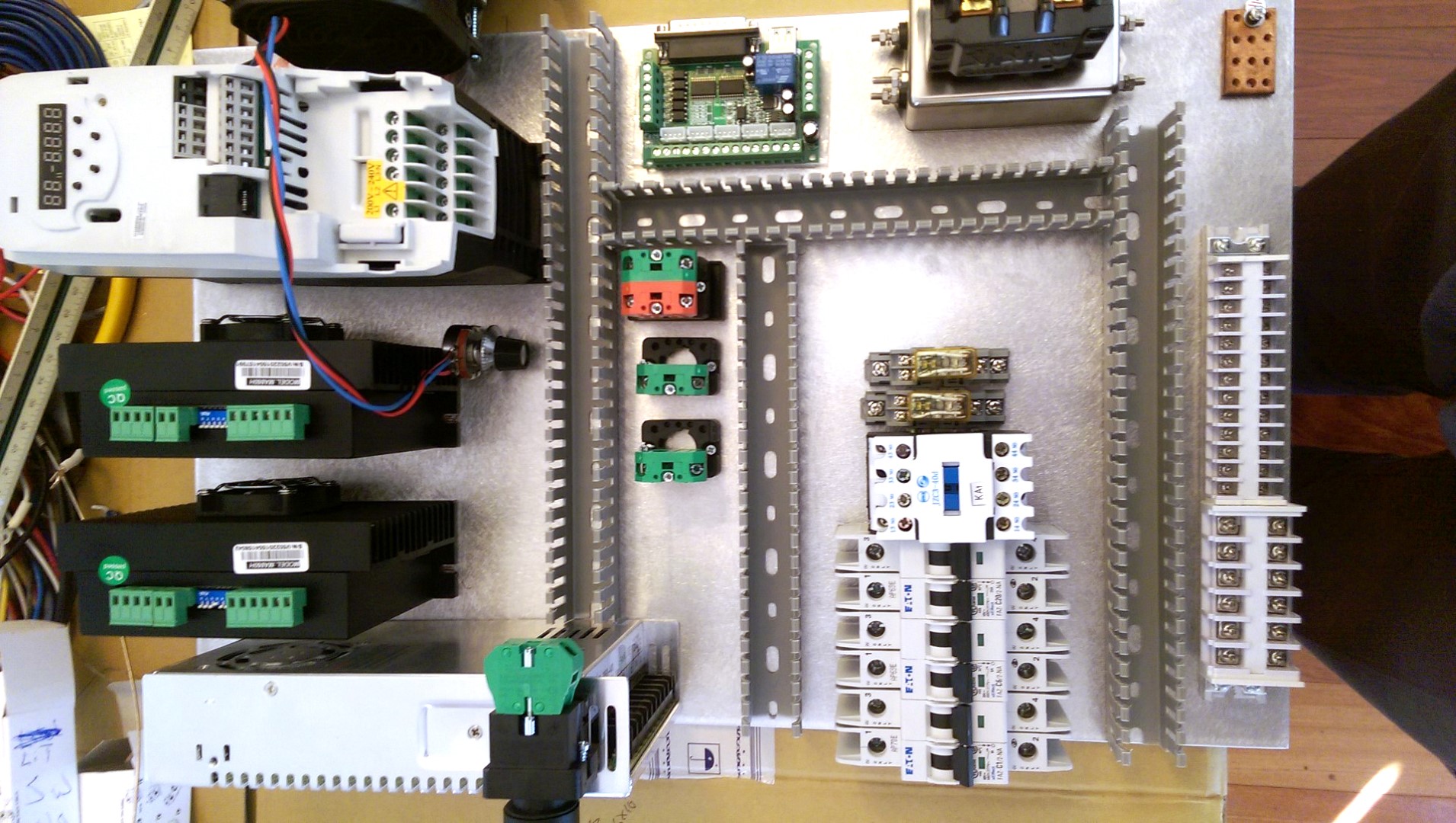
Lokasi kontrol
Kami mengamankan semua komponen ke lembaran aluminium 1/8 "yang dapat dilepas dari casing untuk memudahkan akses. Dengan melakukan itu, dia juga bertindak sebagai heat sink. Untuk elemen kontrol manual spindel, kami memotong lubang yang sesuai di lembaran dan tubuh.
Perutean
kabel Untuk menghindari kabel kusut, kami telah menambahkan saluran kabel dengan slot terbuka.
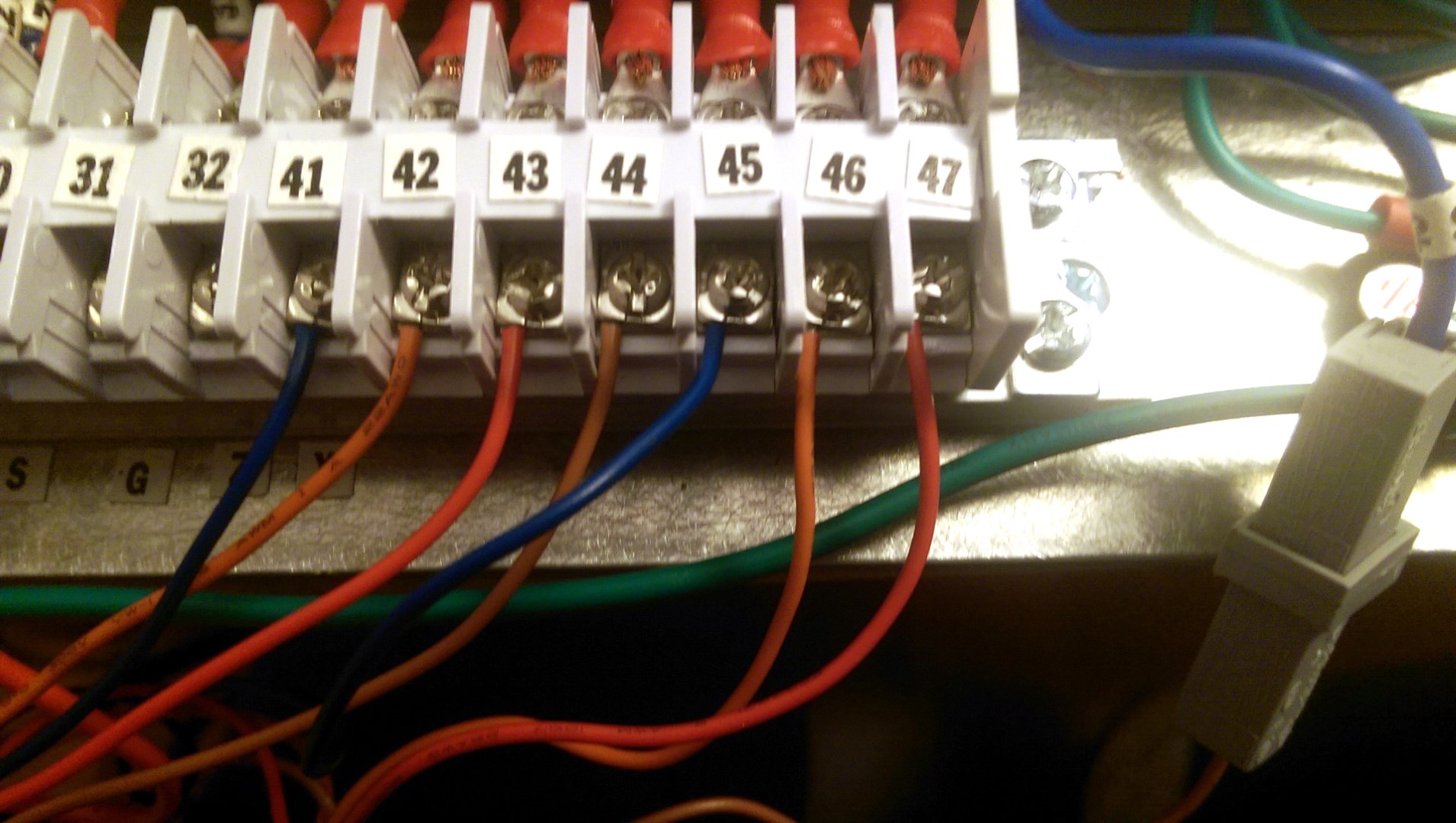
Koneksi yang Ditandai dengan Hati-hati
Sepanjang seluruh proses, diagram diproses di Visio, di mana semua koneksi diberi nomor dengan hati-hati dan kabel ditandai di kedua ujungnya agar cocok.

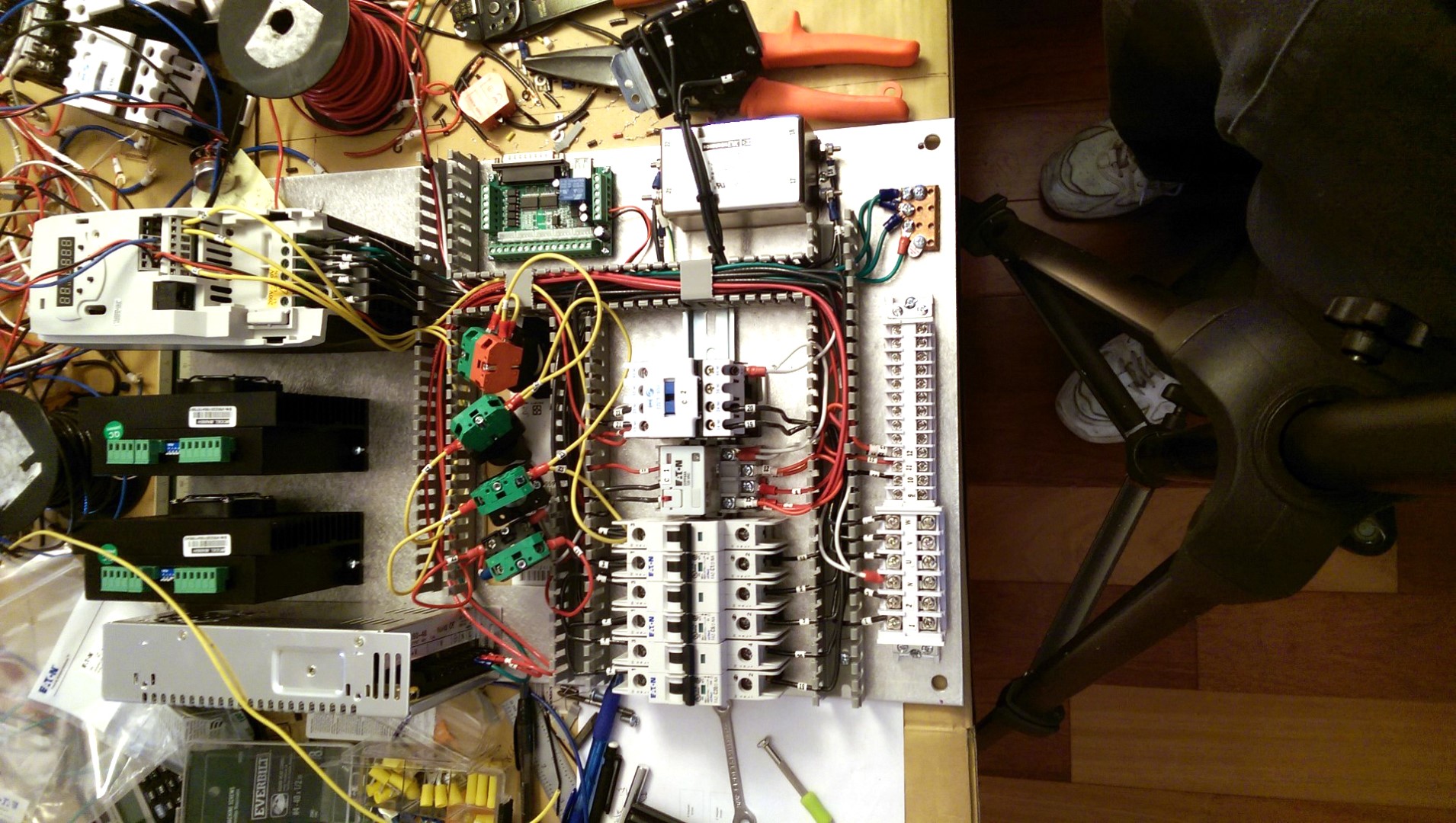
Kotak kontrol yang dirakit (dengan kepala Stan di dalam)
Kotak kontrol dirakit. Pengujian pertama
Seluruh proses perakitan unit kontrol memakan waktu sekitar 60 jam.
Menyiapkan PC kontrol
Meskipun banyak proyek CNC menggunakan port paralel untuk mengontrol perangkat, mereka sering tidak menggunakan perangkat keras berkinerja tinggi terbaru. Pertama, banyak PC modern tidak dilengkapi dengan port paralel, selain itu, banyak prosesor modern dioptimalkan sedemikian rupa sehingga bekerja dengan baik dengan perangkat lunak, tetapi tidak efektif dalam implementasi langsung port I / O menggunakan teknologi bit-banging untuk kontrol perangkat keras yang sensitif terhadap waktu. ... Ini bukan masalah bagi PC yang mengontrol printer, karena USB mengurangi beban, tetapi dalam kasus kami dengan router CNC, konfigurasi perangkat keras / perangkat lunak yang salah dapat mengarah pada fakta bahwa pemotongan akan dilakukan dalam puluhan ribu dari tempat dimana G-code menunjuk ... (Misalnya, karena langkah yang hilang, catatan penerjemah).
Untungnya, ada daftar uji untuk kemampuan perangkat lunak CNC dasar, jadi lebih mudah untuk menemukannya. Kami memilih Dell Optiplex lama dengan prosesor Pentium 4 dan OS LinuxCNC. Kami berhasil membeli dua PC ini (satu untuk suku cadang) di toko komputer bekas lokal seharga $ 30 masing-masing.
LinuxCNCmenawarkan pilihan kontrol yang sangat luas dan didukung dengan baik oleh komunitas penggemar PC. Mengikuti petunjuk dari situs web, ternyata cukup mudah untuk menginstal LinuxCNC, dan OS ini berjalan dengan sempurna di PC kuno kita. Dengan bantuan StepConf, kami dapat mengkonfigurasi pin individu dari port paralel dengan cara apapun yang kami inginkan. Namun, ternyata, lebih baik mengkonfigurasi LinuxCNC sebelum membeli perangkat kontrol apa pun, karena OS ini menawarkan konfigurasi yang sudah diinstal sebelumnya untuk beberapa jenis peralatan, beberapa di antaranya tidak kami ketahui selama pembelian awal.
Semua ini tidak memakan waktu lama, dan papan kami untuk port LPT sudah bersinar seperti pohon Natal ketika tombol ditekan, kecuali asap ajaib tidak muncul. Dan semuanya tampak jelas, tapi ... tidak ada yang berhasil.
Kikir membayar dua kali
Tetap saja, tidak adil untuk mengatakan bahwa tidak ada yang berhasil. Ada petunjuk bahwa beberapa komponen secara praktis berfungsi dengan baik. Salah satu SD menanggapi perintah untuk berbelok dengan satu suara tumpul. Pengemudi mesin ini bahkan memiliki LED hijau hingga titik ini, setelah itu berubah menjadi merah. Pengemudi dari motor stepper lainnya langsung terbakar warna merah ketika tenaga disalurkan dan terus menatap kami, seperti mata Sauron.
Kami melihat semua kabel. Kami membandingkan paking versi kami dengan versi di Tormach. Tidak ada masalah disini. Dan baru kemudian, setelah memeriksa output papan kontrol CNC menggunakan osiloskop pinjaman, kami menemukan masalah pertama: tegangan sinyal output naik hanya hingga setengah dari level yang dibutuhkan oleh driver motor stepper. Papan yang kami beli seharga $ 20 ternyata hanya sampah. Kami memutuskan untuk tidak berhemat kali ini dan menemukan di situs lain papan lain senilai $ 99. Setibanya di sana, ternyata dia ditandai oleh situs lain: CNC4PC.com. Namun, itu juga tertinggal dari versi terbaru yang diusulkan dengan 6 revisi. Papan ini memberikan tegangan yang cukup, dan kami berharap motor dapat bekerja lebih baik. Tapi mereka diam ...
Saya telah menyebutkan bahwa banyak dari apa yang kami beli untuk unit kontrol kami sendiri dipilih dari sampel dari mesin penggilingan yang ada. Driver motor stepper ini memiliki model MA860H yang sama seperti di dalamnya. Jadi, sambil membayangkan faktur untuk perbaikan router ini, kami mulai mengganti bagian yang dicurigai dengan memasangnya di dalamnya. Motor stepper adalah yang pertama, dan kami lega karena keduanya bekerja dengan baik. Pengemudi mereka pergi berikutnya untuk diperiksa, dan sekarang tidak ada dari mereka yang berfungsi. Mata Sauron terus mengejek kami. Karena curiga itu milik kami, kami memesan beberapa pengemudi lagi dengan model yang sama. Keduanya dilumpuhkan segera setelah kedatangan. Satu menolak untuk bekerja sama sekali di mesin penggilingan, dan yang kedua memberikan rotasi, tetapi hanya dalam satu arah. Jelas, driver ini bukanlah solusi yang dapat diandalkan.
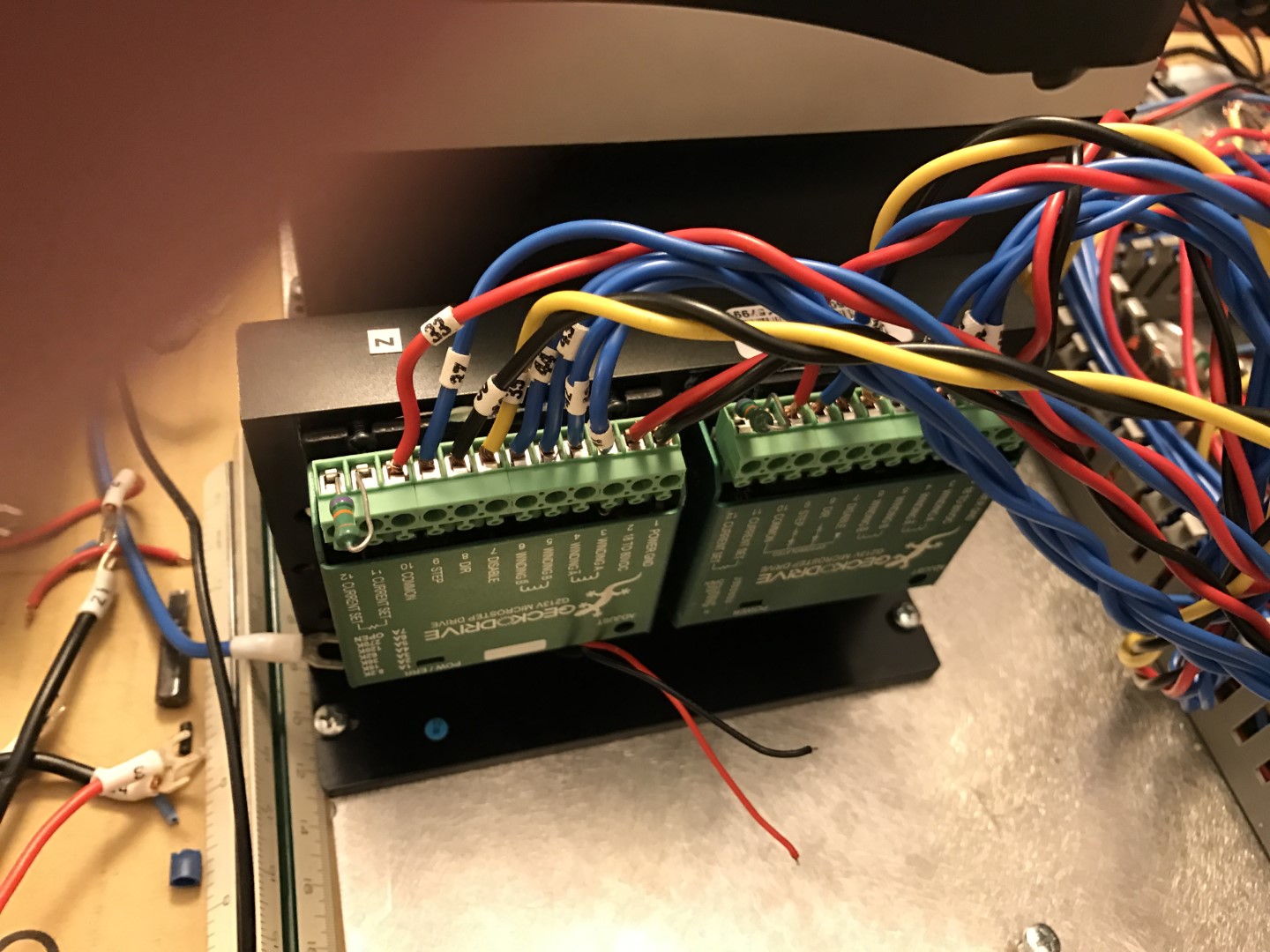
Driver mesin Frankenstein: GeckoDrive baru diinstal dalam rangka driver yang tidak berfungsi Setelah melihat lebih dekat
informasi di Internet, kami menemukan model GeckoDrive yang sepenuhnya memenuhi harapan kami. Papan ini bekerja dengan baik saat dikeluarkan dari kotaknya, dan keduanya sangat cocok dengan tapak yang sama di mana sebelumnya ada seorang pengemudi murah. Ketika diberi energi dengan benar, papan ini membutuhkan pembuangan panas, yang tidak dilengkapi secara default. Analog non-kerja yang tersisa hanya dilengkapi dengan heat sink dan kipas, yang ternyata menjadi satu-satunya bagian yang berfungsi. Pada akhirnya, kami baru saja membangun papan GeckoDrive ke dalam bingkai kosong dari pengemudi yang mati, sehingga menyelesaikan dua masalah sekaligus.
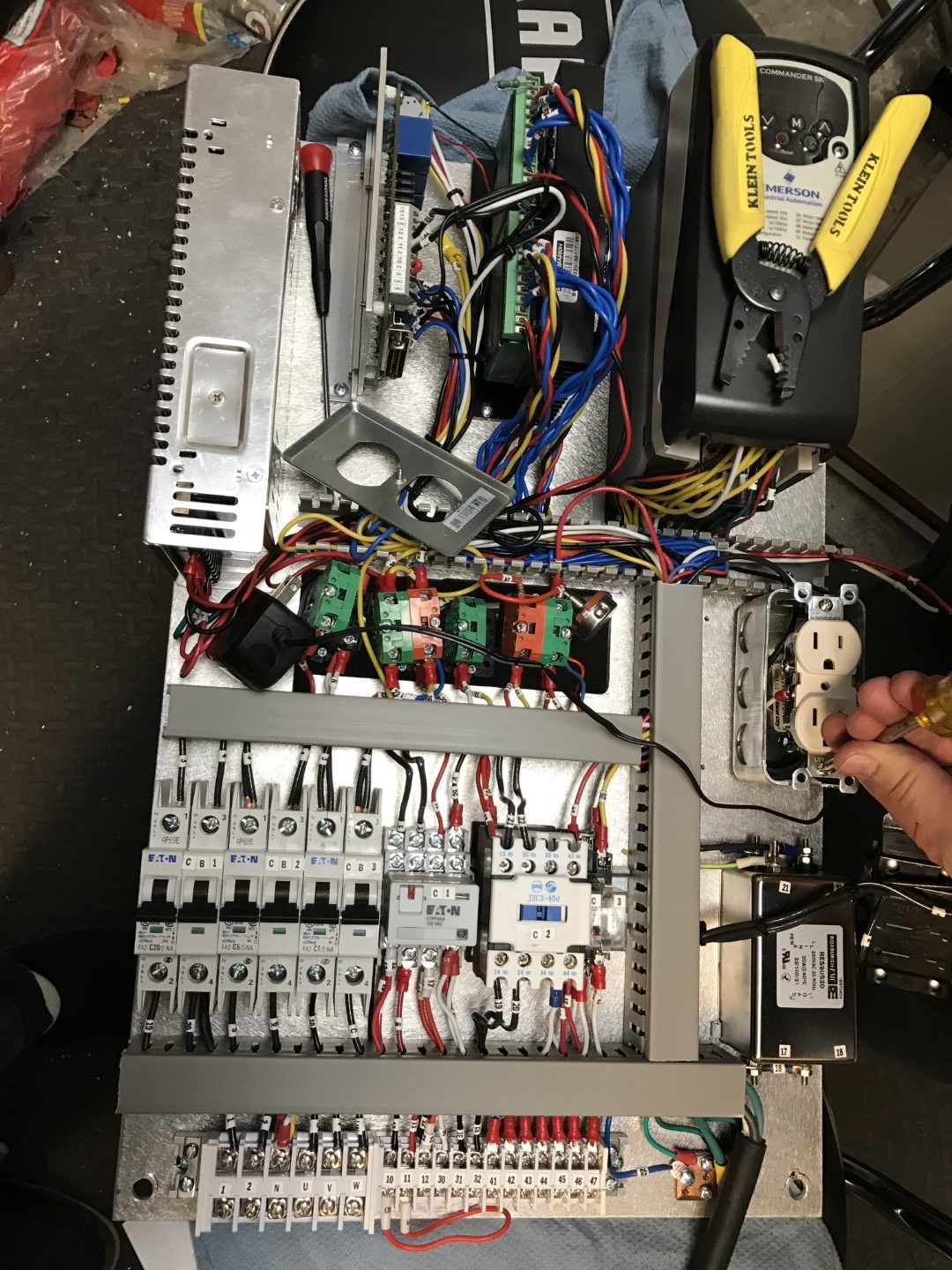
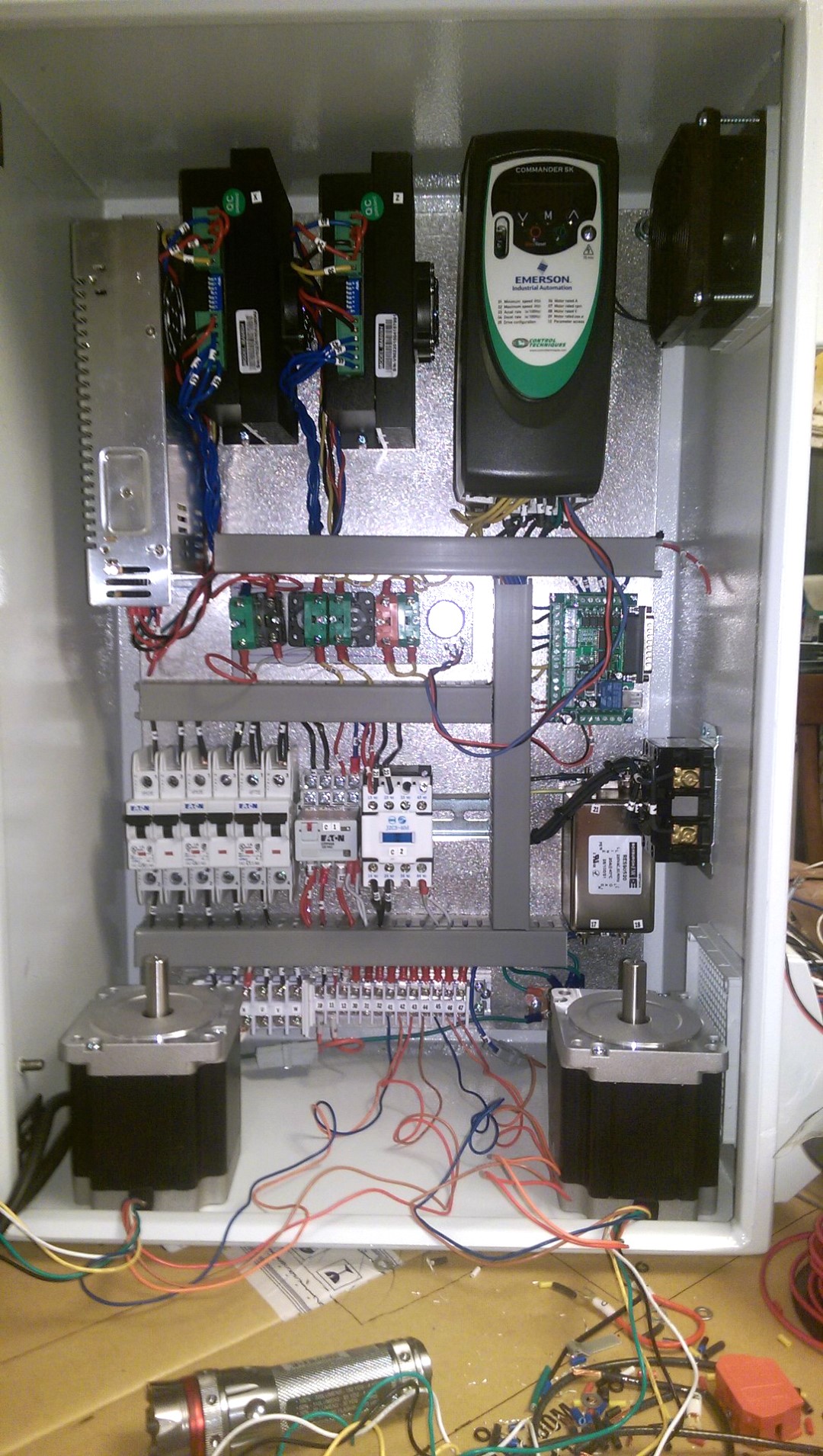
Bagian kontrol lengkap, tapi belum housing
Papan antarmuka baru jauh lebih besar dari aslinya, dan sekarang kami dapat mengganti salah satu driver motor stepper asli.
Catatan singkat tentang driver: mereka datang dalam analog dan digital. Anda dapat menemukan video di YouTube yang membandingkannya di tempat kerja. Video tersebut mendemonstrasikan, dan kami mengonfirmasi hal ini, bahwa salinan digital memberikan pengoperasian mesin yang lebih lancar dan lebih tenang. Jadi peningkatan biaya mereka membenarkan dirinya sendiri.
Menyatukan semuanya
Semuanya ada di tempatnya. Kita dapat mengontrol motor stepper dengan menggunakan tombol UI atau instruksi G-code, dan dengan pemasangan sederhana motor ke sekrup utama, itu mungkin untuk memindahkan kereta di sepanjang kedua sumbu.
Kami tidak mengetahui rasio yang tepat dari kecepatan leadscrew terhadap perpindahan lateral, jadi pengaturan yang benar untuk StepConf dicari dengan cara coba-coba. Program ini meminta beberapa nilai: langkah motor per putaran, langkah mikro driver, rasio gigi katrol, dan jarak sekrup utama. Jika Anda tidak yakin dengan nilai ini, perlu diingat bahwa nilai tersebut dikalikan dengan satu nilai, yang berarti "langkah per inci". Jika semua nilai ini kecuali satu (tidak peduli yang mana) diatur ke 1, maka pada akhirnya nilai yang tersisa akan menjadi angka besar yang dapat disesuaikan dengan akurasi yang sangat baik.
Untuk melakukan ini, kami mengikuti algoritme berikut:
- Pindah dari kiri ke kanan, pindahkan kereta ke perkiraan posisi yang diketahui. Di UI CNC, setel ulang offset dengan menyetel nilai posisi ke 0.
- .
- G-code 1” , Z1.
- .
- « » , « ». , 20 000, 1.015”, 20 000/1.015 19 704 .
- , 1” 1”.
Sangat penting untuk melakukan pengukuran setelah memindahkan media hanya ke satu arah karena sekrup utama kemungkinan besar akan memiliki beberapa kelonggaran. Jika pengukuran dilakukan setelah bergerak berlawanan arah, hasilnya akan menyimpang hingga besarnya pukulan balik.
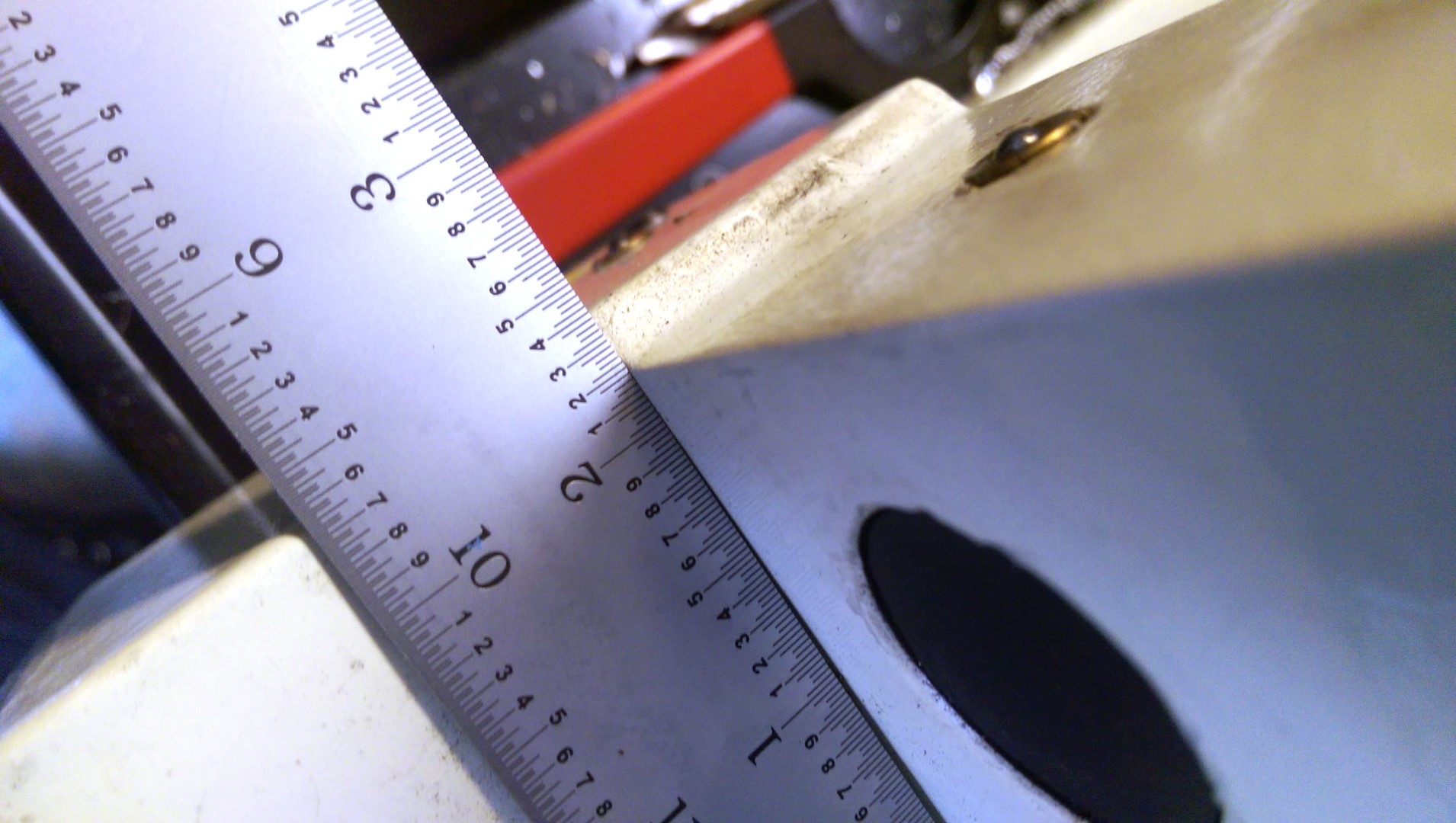
Indikator digital masih terpasang pada mesin bubut, membuatnya lebih mudah untuk membandingkan instruksi yang dimasukkan pada PC dengan pergerakan kereta yang sebenarnya. Dengan mengikuti algoritme yang kami kembangkan, kami harus mendapatkan nilai langkah per inci yang akan memberikan hasil yang konsisten terlepas dari sumbu tempat pengukuran dilakukan. Pendekatan ini bekerja sangat baik untuk sumbu X, tetapi saat mengukur sumbu Z, hasilnya bervariasi hingga 0,012 ”tergantung di mana pengukuran dilakukan. Ada kesalahan serius dalam sesuatu.
Modifikasi mesin. Bagian 2
Sekrup utama bisa saja tidak akurat, tapi sekrupnya harus sangat buruk sehingga defleksi meningkat dan kemudian berkurang lagi sepanjang 40 ”. Masalahnya adalah, selain sekrup utama, roda gigi dan roda gigi cacing lainnya juga terlibat dalam pergerakan di sepanjang sumbu Z. Kami perlu menjelaskan ketidaktepatan dalam seluruh mekanisme terkait ini. Serangan balik sumbu Z sama mengerikannya. LinuxCNC memiliki cara untuk mengimbangi hal ini, tetapi ini akan membutuhkan penghitungan kesalahan pada setiap titik di sepanjang sumbu 40 ”. Hampir tidak mungkin untuk mencapai akurasi yang diinginkan. Mekanisme transmisi harus diubah.
Pengukuran lokasi untuk lokasi sumbu motor Z
Sekrup bola presisi (sekrup bola) hampir sepenuhnya dapat menghilangkan serangan balik, satu-satunya pertanyaan adalah harganya. Satu perusahaan menawarkan sekrup bola seharga $ 3.500. Kami akhirnya membeli sekrup bola dan mur seharga $ 225 dari Roton Products, yang berbasis di Missouri. Selain itu, diperlukan untuk menyesuaikannya dengan bantalan yang dibeli sebelumnya, yang harganya $ 336 lagi di bengkel penggilingan lokal. Serangan balik dari ball screw ini sudah hanya 0,007 ”, tapi setidaknya itu tidak berubah sepanjang baling-baling, yang membuatnya mudah untuk mengkompensasinya di LinuxCNC.
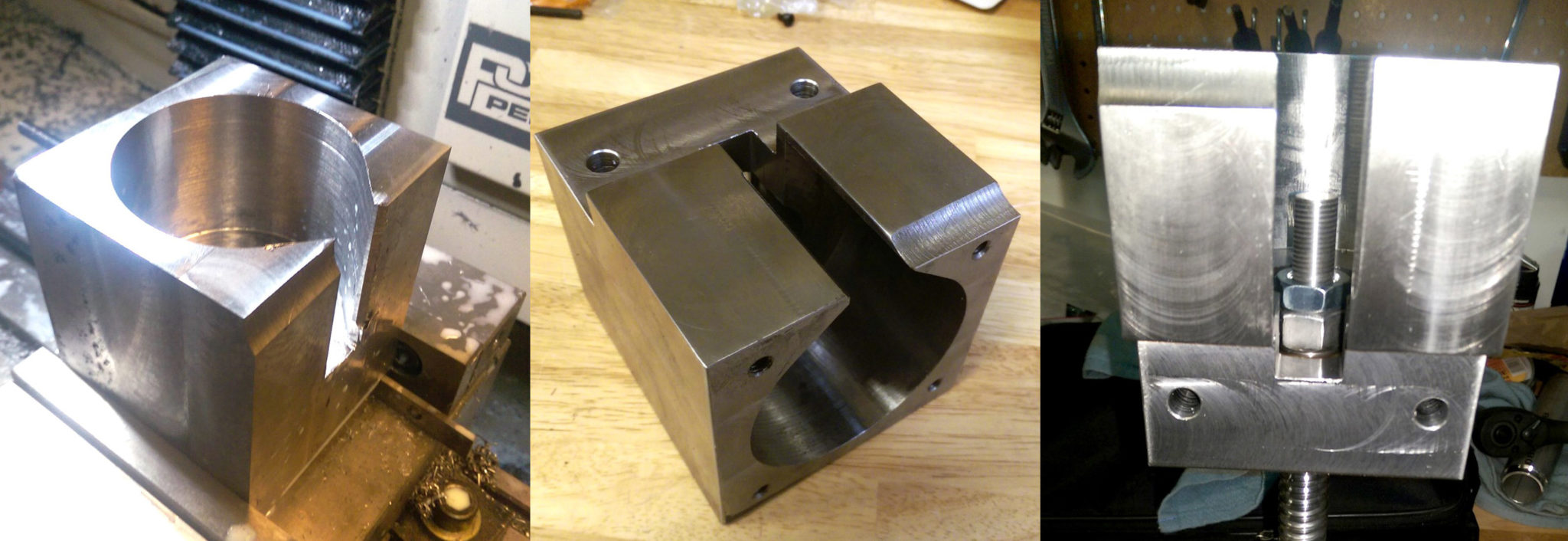
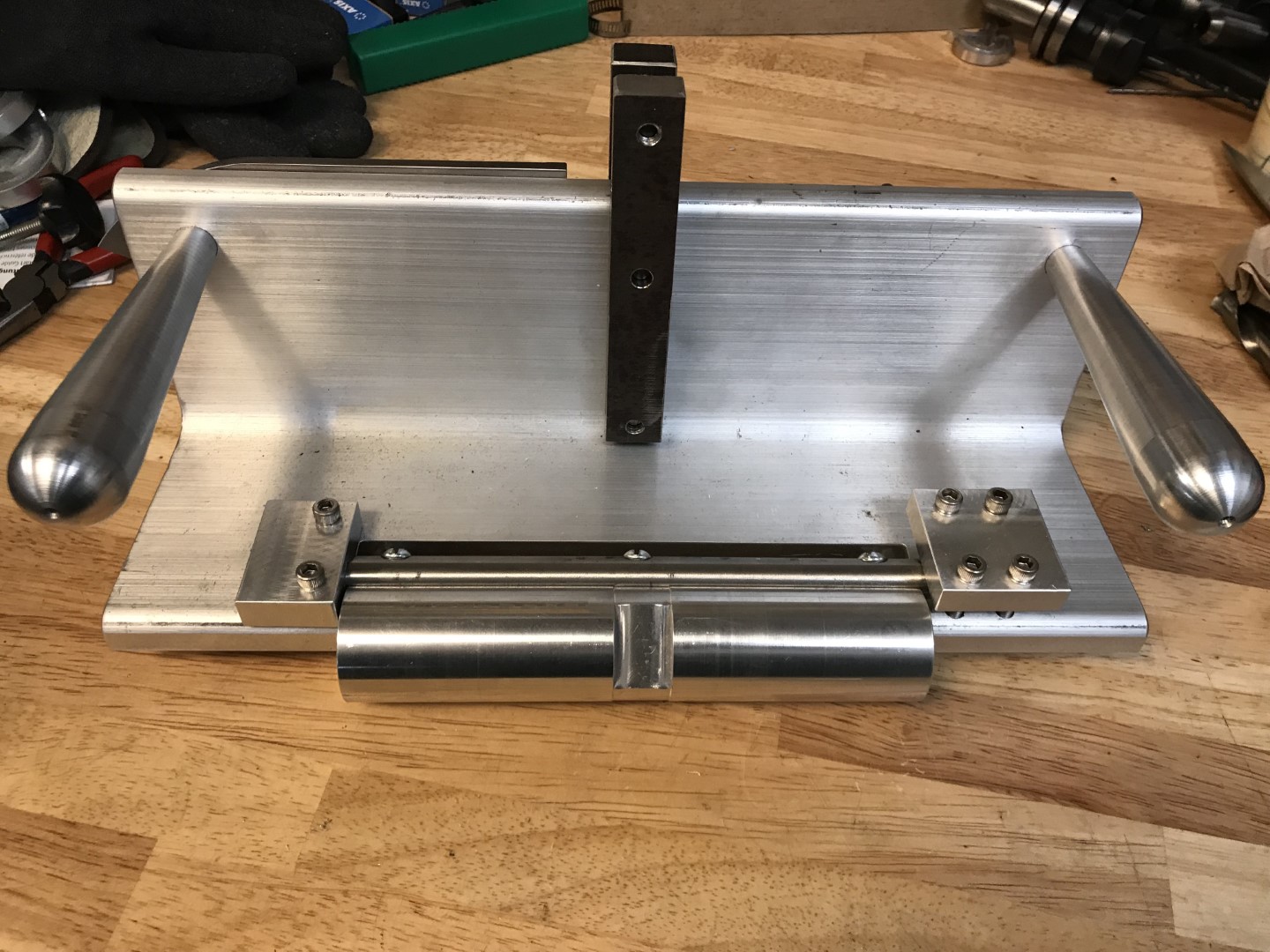
Penyangga motor kedua dari sumbu Z: bagian tengah dipotong dengan pemotong, dikerjakan dan dipasang bersama dengan sekrup bola
Kami juga memutuskan untuk melepas sabuk dengan katrol dan membuat pengikat baru untuk sekrup bola, sehingga penggerak langsung dari kecepatan motor bisa terwujud.
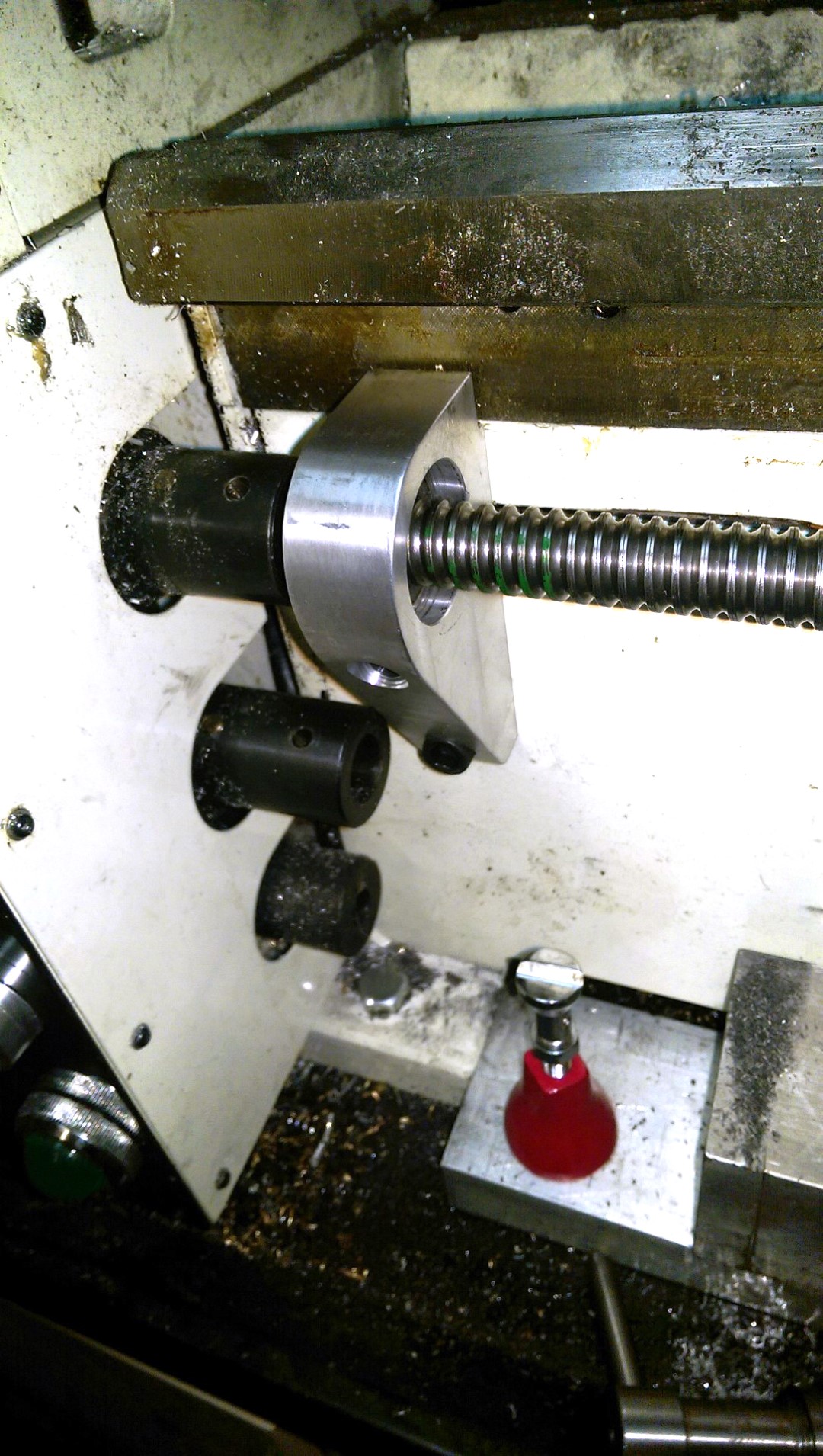
Kencangkan sekrup bola headstock dari sumbu Z.
Setiap ujung poros didukung oleh sepasang bantalan dorong yang dipasang satu-ke-satu untuk memblokir gerakan sambil mempertahankan rotasi. Poros itu sendiri diamankan di antara dua penyangga bantalan ini di bawah beberapa gangguan.
Bubut yang dimodifikasi dengan penyangga baru disiapkan untuk motor stepper.
Setiap CNC memerlukan sakelar batas sehingga mesin dapat menemukan posisi awal pada setiap sumbu.

Memasang Sakelar Batas
Untungnya, ketika kami membongkar kotak kontrol manual, kami menemukan dua sakelar sesaat yang ideal untuk tujuan ini, ditempatkan pada posisi yang nyaman untuk setiap sekrup penggerak.
Perutean kabel biasanya dilakukan melalui saluran kabel, tetapi untuk sumbu X kami tidak melakukannya, hanya membiarkan kabel dari kotak kontrol di belakang ke sumbu X yang digerakkan dari depan tergantung bebas di bawah mesin.
Sentuhan akhir
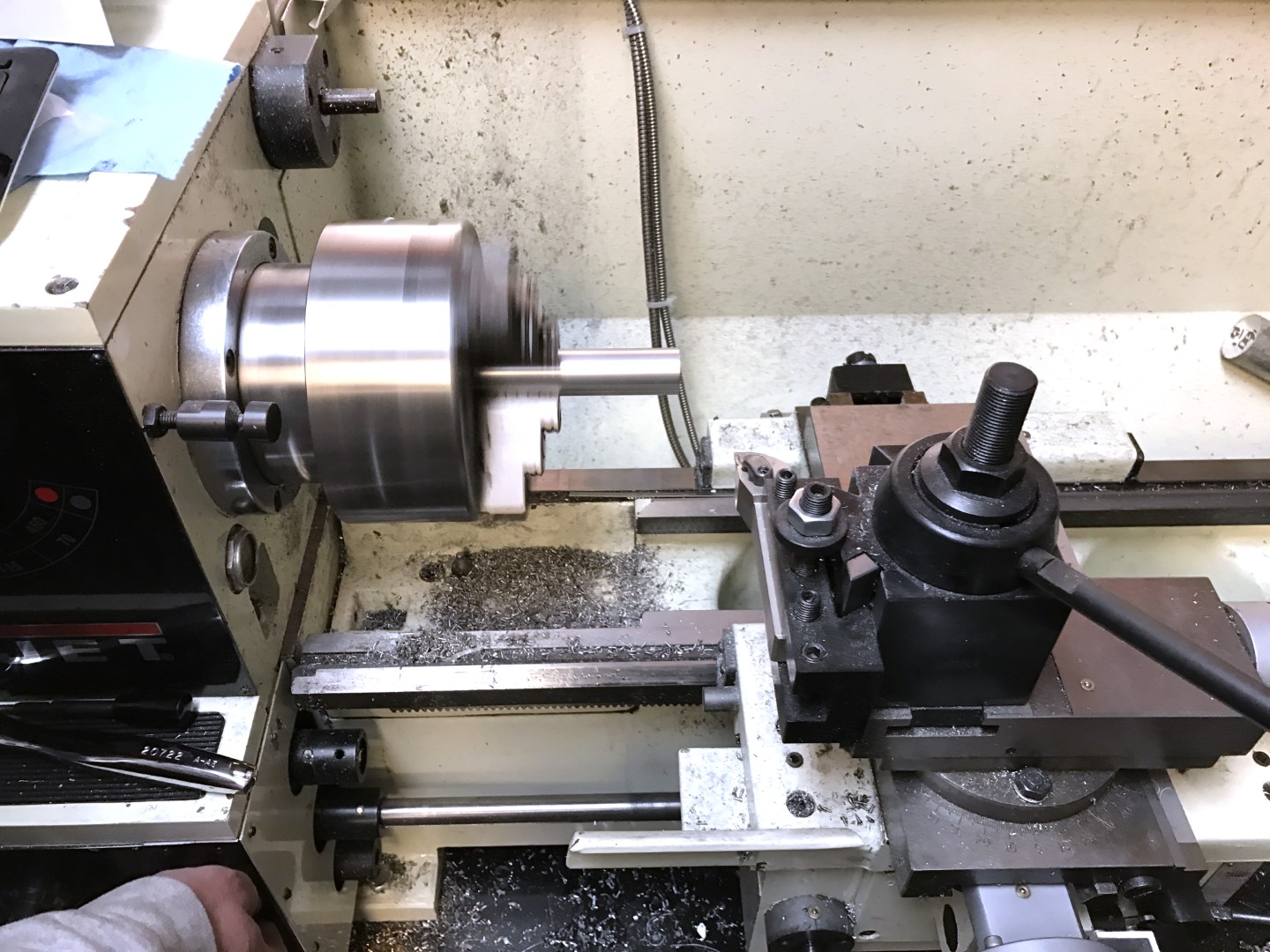
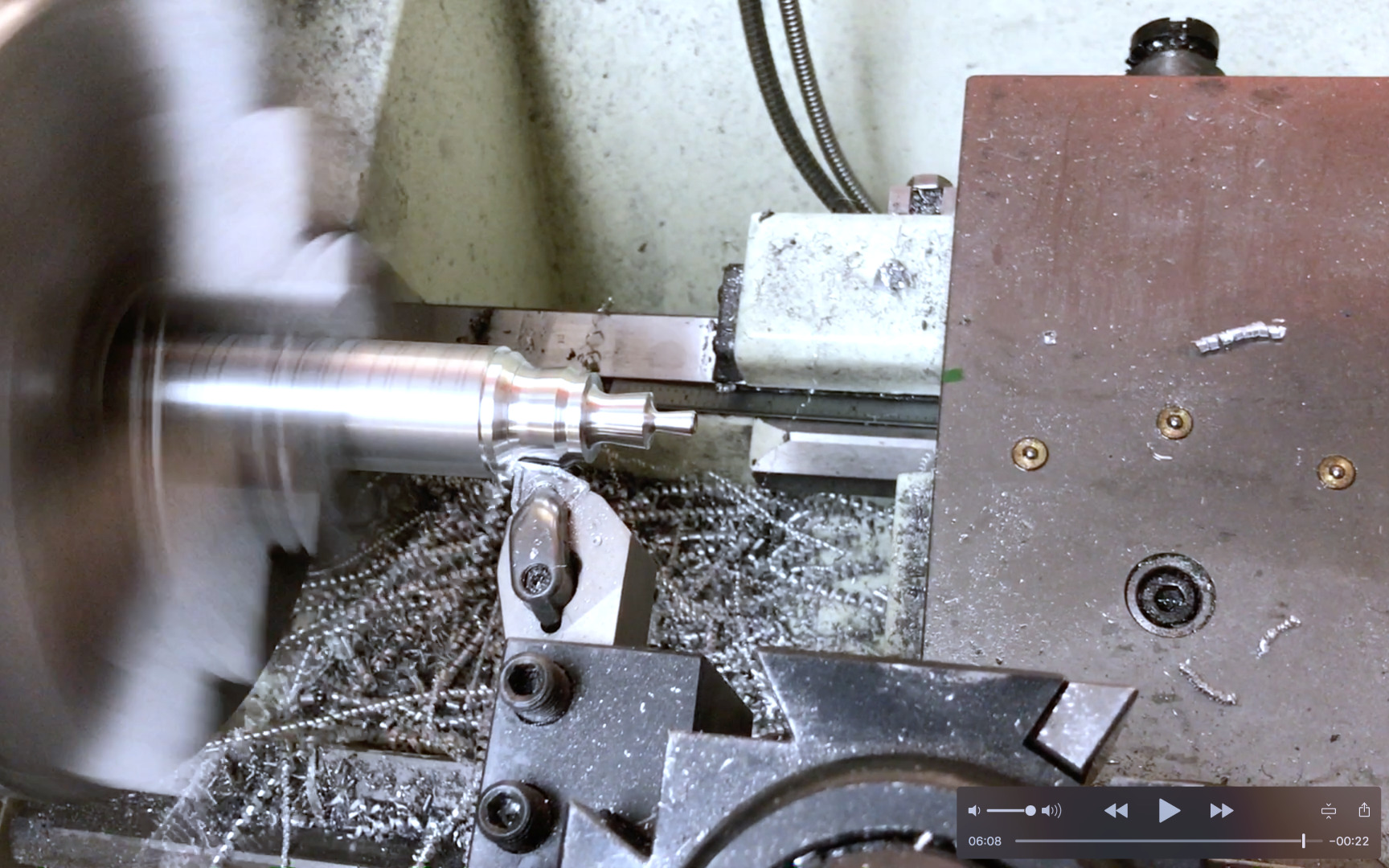
Mesin bubut CNC beraksi. Uji coba
Sekarang kami memiliki mesin bubut CNC yang berfungsi penuh. LinuxCNC bekerja dengan baik, meskipun UI-nya mirip dengan
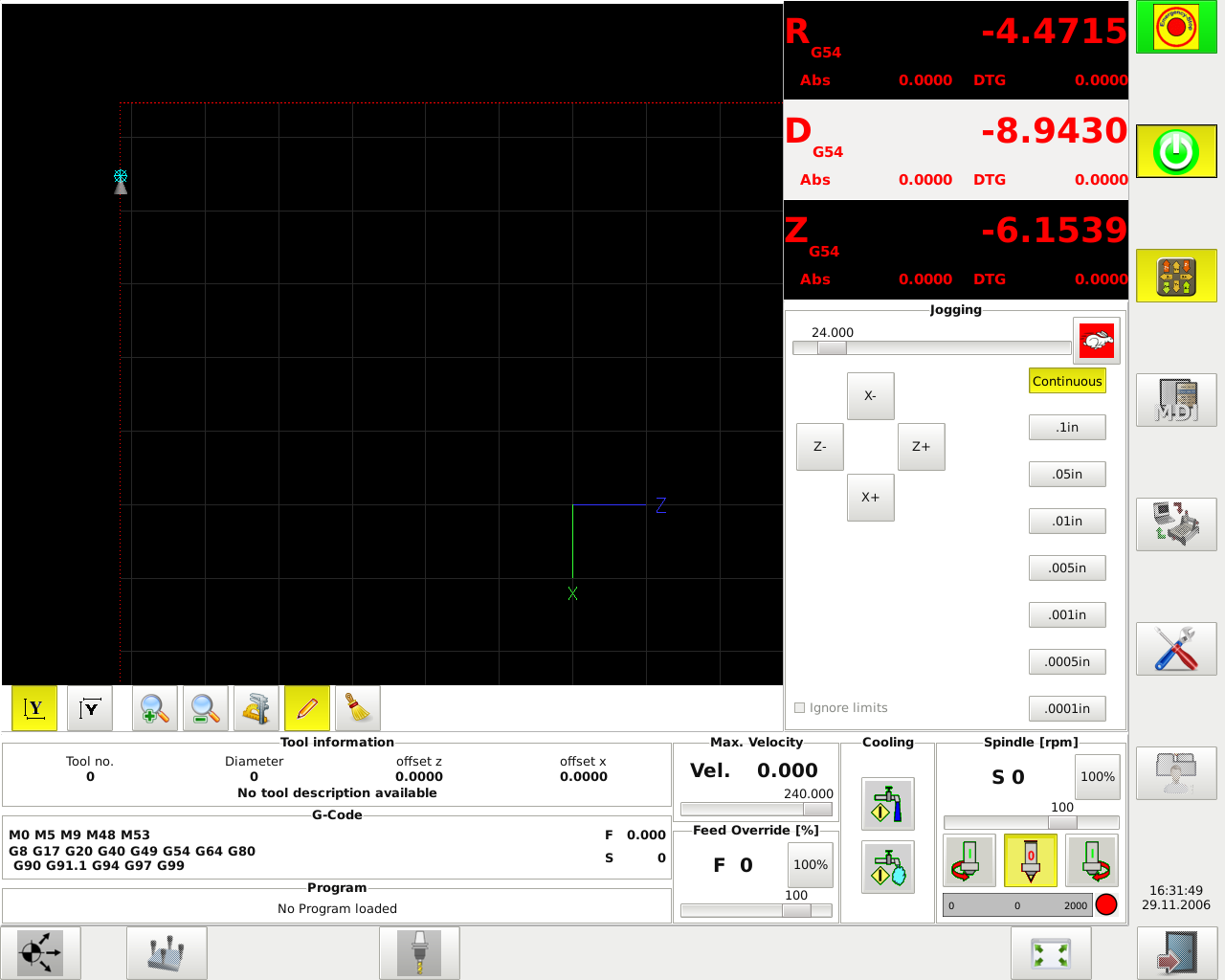
aplikasi Windows 98 lama . Tangkapan layar LinuxCNC (Tidak ada program yang dimuat sampai saya menemukan cara membuatnya mengabaikan fakta bahwa ia tidak terhubung ke mesin)
Untungnya, kami melakukan sedikit menjelajahi forum. dua UI alternatif yang terlihat dan berkinerja lebih baik.
Dan seperti yang biasanya terjadi dengan Linux, bersiaplah untuk membaca banyak forum dan dokumentasi, dan edit file teks untuk mendapatkan konfigurasi yang Anda inginkan.

Pengasah pisau. Pegangan dibuat dengan mesin bubut CNC!
Alat jadi untuk penajaman
Di masa depan, kami merencanakan beberapa perbaikan:
- Akibat proyek ini, mesin tidak lagi dapat memotong benang. Namun, LinuxCNC mendukung fitur ini jika memungkinkan untuk mengimplementasikan umpan balik dari sensor kecepatan spindel optik.
- Akan sangat berguna untuk menambahkan pendingin cairan dengan pendingin (cairan pemotong), bahkan untuk mesin terbuka yang berjalan dengan kecepatan rendah.
- Anda dapat membatasi serangan balik dengan memesan mur bola baru yang memiliki ukuran berbeda untuk setiap bola keempat atau kelima untuk mengurangi toleransi antara sekrup bola dan mur.
- Sekrup bola harus dilindungi. Untuk melakukan ini, Anda perlu membuat penutup yang sesuai atau setidaknya sikat untuk membersihkannya.
