6 tahun telah berlalu sejak rilis catatan pertama dan terakhir pada proyek ini ( Memiliki mesin 2-tak. CR620direkomendasikan untuk ditinjau). Kemudian saya berhenti karena masalah outsourcing dalam pengerjaan logam. Beberapa tidak bisa, beberapa tidak mau, beberapa melakukannya tanpa batas waktu, beberapa tidak ingin mengembalikan detailnya. Dan kota tempat saya tinggal memiliki sejarah industri yang gemilang dan merupakan pusat industri Petrovsk abad ke-18, tetapi sekarang ada satu akar atas nama kota dan beberapa perusahaan yang beroperasi yang mempekerjakan sekitar beberapa persen populasi dari masa lalu yang gemilang. Dan sekarang bukan tahun 90-an dan bahkan bukan tahun 00-an, ketika mungkin untuk setuju dengan seseorang dari pabrik sehingga dia akan melakukan hal seperti itu untuk Anda. Sekarang mereka memiliki pekerjaan dan pos pemeriksaan di pintu masuk, seperti yang kemudian saya ketahui - nominal. Seluruh cerita ini dengan transfer detail di mana mereka berbohong, dan bukan dibuat, pencarian tempat baru dan sejenisnya mengembara berlangsung selama beberapa tahun. Ternyatabahwa saya dapat memasang pengecoran aluminium yang rumit di dekat gudang di dacha induk, tetapi saya tidak dapat memproses apa yang pada awalnya tidak tampak seperti masalah.

Pada saat yang sama, saya bertemu dengan seorang master dari bengkel universitas, yang, pertama di bawah pengawasan, dan kemudian secara mandiri, mengizinkan saya untuk mengerjakan mesin. Satu-satunya hal yang disayangkan adalah mesinnya sedikit lebih besar dari bench-top dan casting saya tidak memiliki kesempatan untuk melakukannya. Namun, saya membuat suku cadang kecil untuk dijual dan mendapatkan uang dengan mesin bubut kelas industri, meskipun diproduksi di pabrik dengan reputasi yang meragukan di ARSSR.

Dari tempat di mana saya bisa melakukan sesuatu, ada lumbung seluas 3x3m di dacha orang tua saya dan garasi kerang. Di satu tempat tidak ada cahaya lain. Saya memutuskan bahwa masalah listrik lebih mudah dan memindahkan mesin ke garasi. Di sana saya mencucinya, menyortirnya, dan mempelajarinya. Tampaknya ada listrik di koperasi yang berlawanan melalui semak-semak dan primer, 10m jauhnya. Saya menghubungi ketua dan memintanya untuk membayar semua biaya untuk hak membeli listrik dari koperasi. Dia tegas menentangnya. Feil. Saya juga gagal meyakinkan tetangga pensiunan. Feil. Muncul ide untuk menyewa bengkel bersama teman untuk menyimpan dan memperbaiki kendaraan bermotor. Mereka meminta iklan, pergi untuk melihat, dan setiap kali komunikasi dengan pemilik tempat berakhir setelah pertanyaan memasang mesin. Feil. Proyek tersebut telah ditunda untuk tahun depan seperti biasa.
Pada akhir musim panas tahun berikutnya, saya, tampaknya, sangat lelah dengan orang tua saya dengan tumpukan limbah pengecoran di pedesaan (menurut saya, mereka mengencerkan lanskap pedesaan dengan baik dan menyingkirkan memotong rumput dalam beberapa meter dari mereka) sehingga mereka memutuskan untuk membelikan saya garasi di dekat rumah dan dengan listrik , sudah dengan tiga fase di sepanjang dinding. Di sana, akhirnya, mesin bubut menjadi hidup, dan saya bisa mulai memproses pengecoran silinder setelah 2,5 tahun terpapar.
Ketika saya akhirnya memproses pengecoran, saya mengalami masalah lain: Saya membuat kesepakatan dengan orang yang membuat pelapis galvanik super pada silinder mesin pembakaran internal dan merancang silinder khusus untuk pelapis, dan sementara waktu berlalu, orang tersebut sudah berhenti melakukan ini atau tidak memulai, sementara yang lain entah mereka melakukannya dengan mahal, atau entah bagaimana mereka sangat curiga dalam menjawab. Selain itu, spul well dibuat vertikal; ketika mendesain, saya tidak dapat berpikir seperti ahli teknologi, karena saya tidak memiliki basis produksi sendiri. Ini saya tidak bisa menangani sendiri dan memberikannya ke samping, di mana silinder digantung selama enam bulan. Jadi proyek ini dibangun, saya ingin menyelesaikannya pada musim panas, tidak pernah terjadi dan sekarang lagi. Itu perlu untuk membuat selongsong besi cor, tetapi hanya pada saat itu begitu banyak ide baru terkumpul sehingga proyek berusia 4 tahun itu sudah ketinggalan zaman dan tidak ada keinginan untuk menyeretnya.Jadi cabang ini berhenti selamanya.

Versi silinder baru disiapkan di musim dingin. Sejak saat itulah kronologi proyek dapat dihitung. Ciri khasnya adalah banyaknya "mekanisasi" - dua katup di saluran pembuangan dan gulungan di saluran pembersihan.
Mari kita mulai dengan sedikit teori tentang katup daya pada mesin pembakaran internal dua langkah.
pengantar
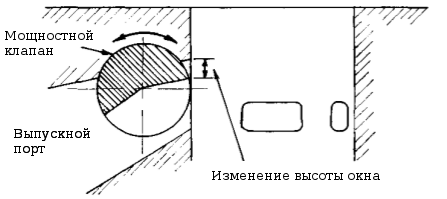
Sampai saat ini, mesin dua langkah dengan tiupan ruang engkol digunakan untuk mengontrol bagian dan / atau fase dari lubang buang. Sistem ini memberikan kurva daya yang halus. Mengubah fase atau penampang port outlet dilakukan dengan menggunakan flap yang terletak di saluran outlet. Posisinya tergantung kecepatan poros engkol. Penggerak damper dapat berupa pneumatik, mekanis atau elektrik. Misalnya, pada sepeda motor Yamaha TZ500 pada rpm tinggi, sekitar 10500 menit-1, fase buang 202deg, dan pada rpm rendah sekitar 180deg. Ilustrasi menunjukkan desain katup daya Yamaha.
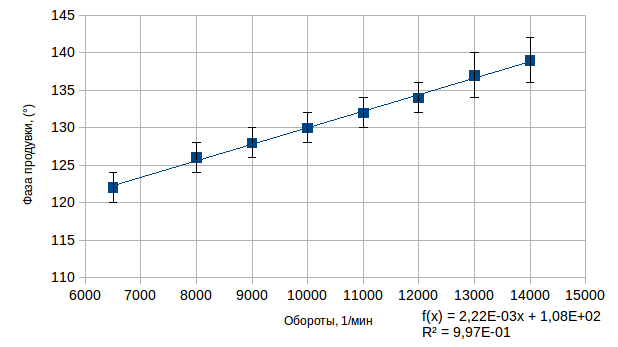
Sedangkan untuk saluran keluar, untuk pembersihan, juga terdapat ketergantungan pada fase pembersihan optimal pada rpm, karena kompromi antara kecepatan gas dalam aliran pembersihan, hilangnya campuran segar melalui saluran keluar, dan volume campuran segar yang disuplai selama pembersihan. Ketergantungan ini bersifat linier, seperti terlihat pada grafik di bawah ini.
Berbeda dengan port outlet, saluran pembersihan juga dicirikan oleh sudut keluar: horizontal dan vertikal. Dalam kasus blowdown lima saluran, biasanya diperoleh empat sudut horizontal bukan nol dan berbeda dan lima (dua untuk 1-4 saluran dan satu untuk 5) sudut vertikal diperoleh.
Sudut horizontal dari port pembersihan: A, B, C, D

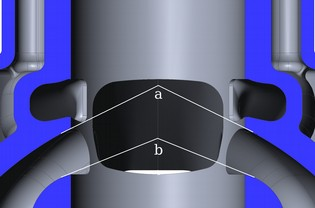
Sudut vertikal saluran pembersihan utama
Sudut ini diperlukan untuk mendapatkan loop pembersihan karakteristik. Metode peniupan ini disebut loop blowing dan menyediakan pembuangan gas buang yang paling efisien tanpa menambah jumlah bagian mesin yang bergerak dan mempersulit desainnya. Oleh karena itu, saat ini, hanya digunakan pada semua mesin dua tak, kecuali mesin diesel dua tak. Karena pentingnya sudut outlet dari jalur pembersihan, metode yang digunakan untuk mengontrol outlet tidak dapat diterapkan. Karena mereka akan membuat turbulensi yang tidak diinginkan di saluran pembersihan atau mengubah sudut keluarnya.
Penulis [A. Graham Bell. Penyetelan Performa Dua Langkah. Haynes Publishing, 1999.] menyatakan bahwa osilasi frekuensi alami terjadi selama pembersihan.:
Dimana:
- kecepatan suara di saluran pembersihan;
- volume ruang engkol tanpa memperhitungkan volume saluran pembersihan;
- panjang rata-rata saluran pembersihan;
- luas penampang rata-rata dari saluran pembersihan;
- lebar penampang tengah saluran;
Adalah ketinggian penampang tengah saluran.
Ekspresiadalah koreksi yang memperhitungkan pengaruh inlet saluran pembersihan.
Frekuensi alami ini,, harus sama dengan:
Dimana:
- kebersihan putaran crankshaft mesin;
- fase pembersihan.
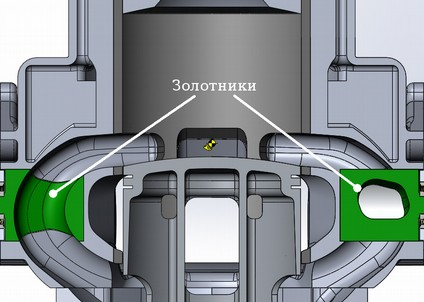
Jadi, dari ekspresi (2) dapat disimpulkan bahwa frekuensi alami osilasi yang timbul selama pembersihan berbanding lurus dengan kecepatan engine, tetapi sisi kanan ekspresi (1) tidak bergantung pada kecepatan poros engkol. Oleh karena itu, pembersihan bekerja secara optimal hanya dalam rentang putaran yang sempit, dan untuk memperluas jangkauan operasi, perlu menambahkan ketergantungan pada putaran ke sisi kanan ekspresi (1). Cara termudah untuk melakukan ini adalah dengan memperkenalkan ketergantungan luas penampang rata-rata saluran pembersih pada putaran. Agar tidak memasukkan pusaran yang tidak diinginkan ke dalam aliran gas di saluran pembersih, diinginkan untuk mengubah penampang saluran pembersihan dengan mengubah jumlahnya. Misalnya, menggunakan spool yang memblokir beberapa saluran pembersihan. Dalam kerangka proyek ini, diusulkan untuk memblokir saluran pembersihan tambahan dengan gulungan.
: ,
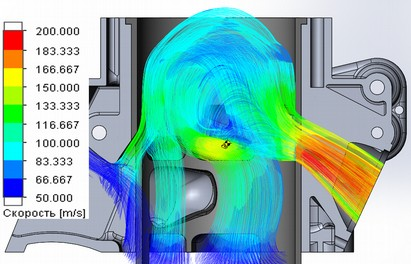
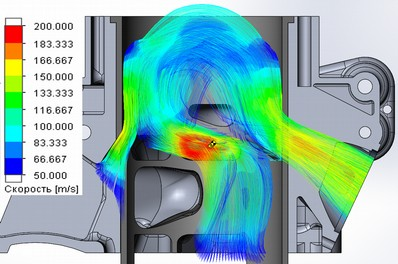
Pengaruh solusi ini diselidiki dengan menggunakan simulasi komputer dari blowdown dalam paket perangkat lunak Simulasi Aliran SolidWorks. Pembersihan dilakukan pada perbedaan tekanan konstan antara saluran masuk ke saluran pembersihan dan saluran keluar dari saluran keluar. Piston dianggap diam dan berada di tengah bawah. Proses masuk dan keluar tidak dipertimbangkan. Perbedaan tekanan dipilih dari perbedaan volume di bawah piston di pusat mati bawah dan atas dan 0,6 kg / cm2. Karena asumsi di atas, maka hasil perhitungan dalam pendekatan stasioner ini dapat dikatakan kualitatif tanpa penilaian kuantitatif. Karena, misalnya, tidak mungkin memisahkan proses pembuangan dan pembersihan dalam waktu atau ruang. Ini adalah kesulitan utama untuk simulasi komputer mesin dua langkah dengan tiupan ruang engkol.
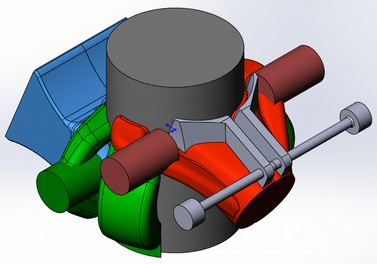
Gambar menunjukkan bahwa penutupan spool secara signifikan mempengaruhi distribusi laju aliran dan jenis loop pembersihan: dengan saluran tambahan tertutup (mode tiga saluran), kecepatan gas meningkat selama proses pembersihan dan loop pembersihan menjadi lebih jelas dan jauh dari jendela outlet, yang seharusnya mengurangi hilangnya campuran segar melalui port outlet dan mengurangi rasio sisa gas, pada saat yang sama, laju aliran yang tinggi di outlet saluran pembersihan dengan pembersihan tiga saluran menunjukkan adanya hambatan yang akan membatasi aliran gas melalui mesin, dan karenanya daya pada rpm tinggi. Dalam kasus mode lima saluran, pencampuran gas harus lebih besar, yang berarti bahwa koefisien gas sisa akan meningkat, tetapi pada saat yang sama kecepatan yang lebih rendah diamati, dan saluran pembuangan menjadi "hambatan"yang mengurangi hilangnya campuran segar yang melewatinya.
2000 ( )
2000 ( )
Selain spool di saluran pembersihan, direncanakan untuk memasang katup daya (MC) di saluran pembuangan untuk memeriksa operasi gabungan kedua sistem. Katup dalam bentuk spul sektor paling cocok untuk aktuator MK. Hal ini disebabkan oleh fakta bahwa tepi tutup katup daya di seluruh rentang langkah kerja sedekat mungkin dengan permukaan kerja silinder (yaitu, pada sudut rotasi kecil, lintasan gerakan ke titik di tepi katup dekat dengan garis lurus), dan tidak hanya di posisi bawah, seperti pada dalam kasus spul silinder atau gerbang miring. Selain itu, desain damper seperti itu tidak menciptakan pusaran yang kuat di belakangnya, karena peredam gerbang bergerak sejajar dengan sumbu silinder.
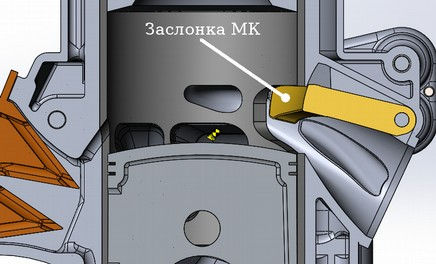
Flap katup daya (MK) dalam kondisi diturunkan
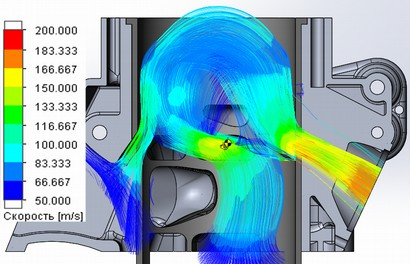
Bersihkan dengan spool tertutup di saluran pembersihan tambahan dan peredam MK yang diturunkan
Pengembangan model
Berdasarkan informasi (tabel) yang diperoleh selama studi silinder sepeda motor Kawasaki KX500, Honda CR500, Yamaha YZ490 dan CZ 514, dipilih fase pembersihan dan pembuangan masing-masing sebesar 125deg dan 186deg, dengan katup daya tertutup penuh, fase buang dikurangi menjadi 156 °. Jumlah saluran pembersihan dipilih sama dengan lima dan saluran keluar dari dua jendela utama dan dua port tambahan. Katup kelopak dipasang di saluran masuk.
| Piston stroke, mm | Panjang batang penghubung, mm | Tinggi outlet, mm | Tinggi jendela pembersihan, mm | Fase rilis, derajat. | Fase pembersihan, derajat. | |
|---|---|---|---|---|---|---|
| Honda cr500 | 79 | 144 | 34 | 15.5 | 180.1 | 119.5 |
| Yamaha YZ490 | 82 | 137 | 37.8 | 16.8 | 188.5 | 123.7 |
| Tipe Cezet 514 | 72 | 130 | 32 | 17 | 183.4 | 131.5 |
| Kawasaki kx500 | 86 | 145 | 36,5 / 40 | 17 | 180.1 / 189.3 | 121.3 |
| Proyek CR724 | 79 | 144 | 26/36 | 17 | 156 / 185.8 | 125.3 |
Catatan: Jika sel berisi dua parameter ketinggian jendela outlet atau fase rilis, maka yang pertama mengacu pada status dengan MC tertutup penuh, dan yang kedua dengan terbuka.
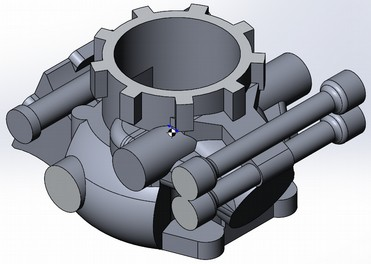
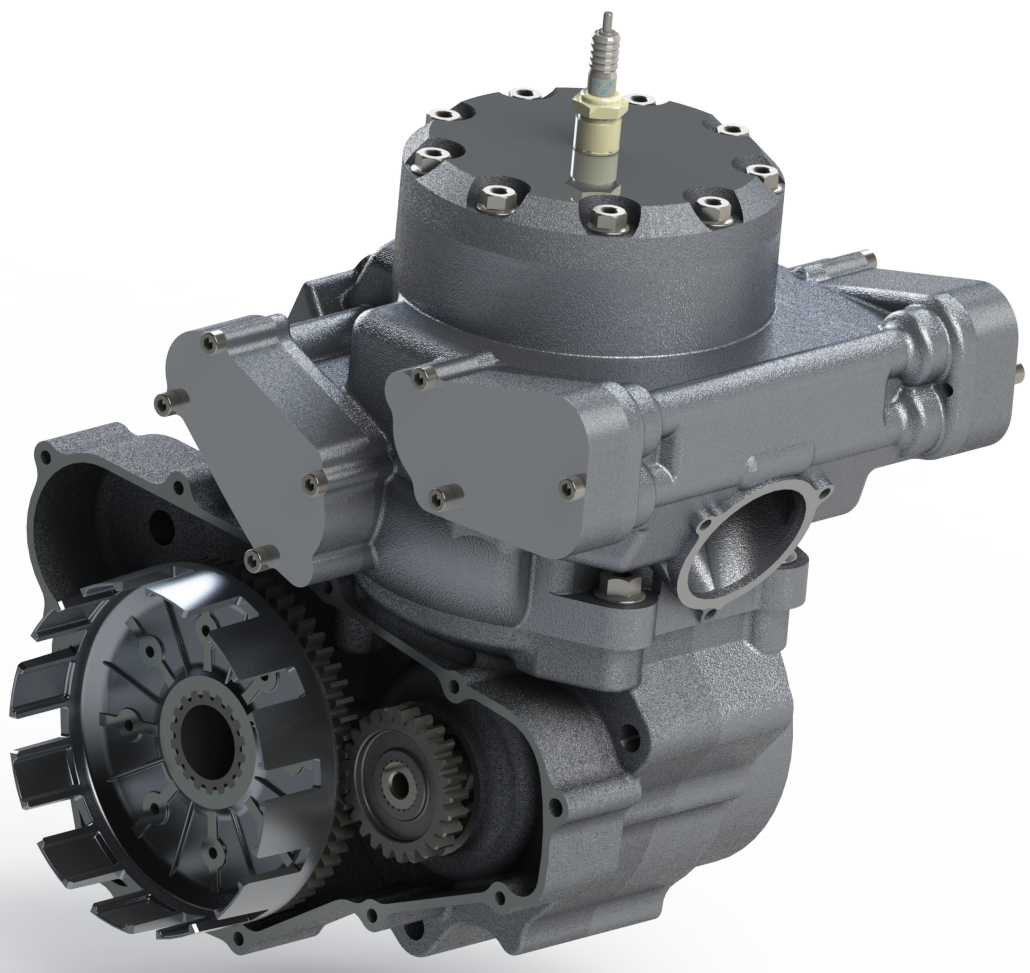
Setelah pengukuran elemen-elemen mesin dasar dikawinkan dengan silinder, model saluran distribusi gas padat tiga dimensi dan rongga yang terkait dengannya dibuat. Semua gambar dibuat dengan menggunakan paket perangkat lunak SolidWorks.
Model saluran distribusi gas
yang solid Dimulai dengan model saluran yang solid memungkinkan Anda meminimalkan jumlah titik pengecoran tebal dan mengurangi bobotnya. Pada langkah berikutnya, selubung dengan ketebalan dinding 4-6 mm dan flensa pemasangan bawah dibangun di sekitar model saluran.
Selubung saluran tanpa potongan model saluran Selubung
pendingin diperoleh dengan membangun selubung kedua di sekitar selubung saluran, sehingga jarak 6-10 mm tetap antara kedua selubung di titik panas (bagian atas silinder dan saluran pembuangan). Ketebalan dinding cangkang saluran pendingin sekitar 4 mm. Saluran masuk ke jaket pendingin terletak di bagian bawah silinder di bawah saluran pembuangan dan di atas tepi atas saluran pembersihan, jaket menutupi seluruh perimeter silinder. Juga, pada tahap ini, bidang penutup distribusi gas dan flensa masuk dan keluar dibangun.
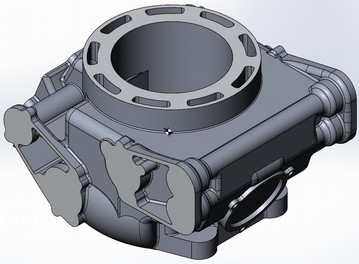
Model silinder padat tanpa potongan
model saluran Model silinder diperoleh dengan mengurangkan dari model saluran yang diperoleh pada tahap sebelumnya, sehingga model saluran membentuk rongga. Selanjutnya, penandaan lubang pemasangan, pendaratan bantalan dan liner dibuat. Ini melengkapi konstruksi model silinder.
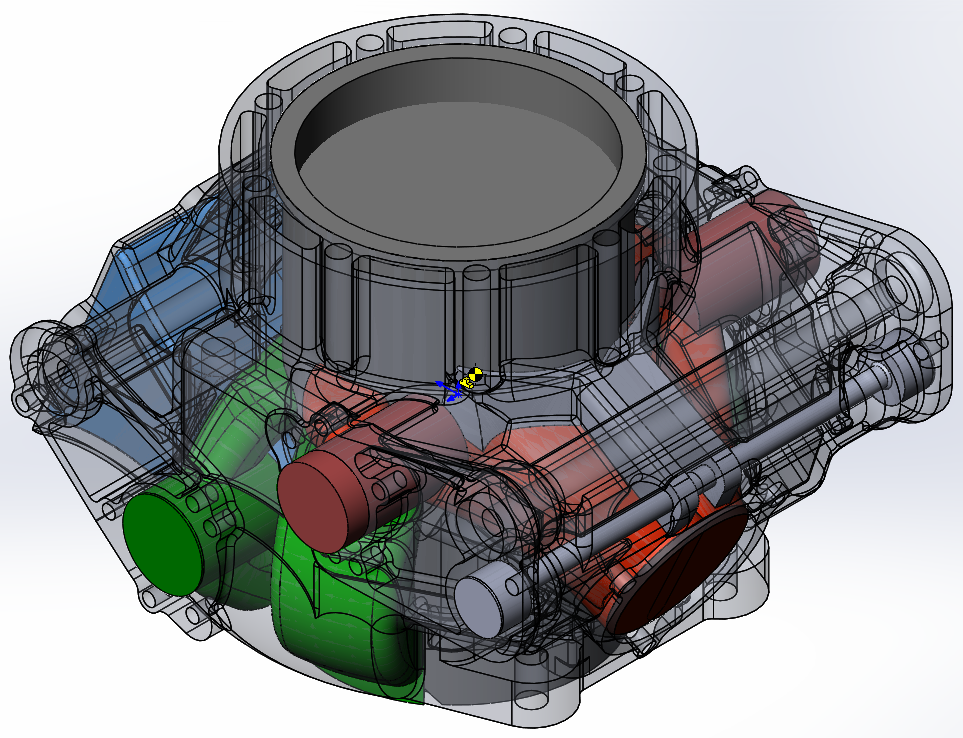
Konstruksi liner dan spool dilakukan dengan cara yang sama dengan mengurangkan model saluran dari "blank" solid yang sesuai.
Ternyata dan begitu banyak teks, jadi untuk sim saya menyelesaikan bagian ini. Yang selanjutnya akan bercerita tentang pembuatan peralatan pengecoran dan pelaksanaan pengecoran silinder.
Bagian selanjutnya: Mesin 2 tak Anda sendiri: kotak pasir, kue Paskah, dan 10 kg logam cair